App installieren
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Anmerkung: This feature may not be available in some browsers.
Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder ein alternativer Browser verwenden.
Du solltest ein Upgrade durchführen oder ein alternativer Browser verwenden.
unkontrollierter basteldrang
- Ersteller Der Römer
- Erstellt am
Hallo,
also Holz funktioniert weitgehend gut. 80-90% wurden abgesaugt. Im Fräsbereich ist so gut wie alles weg. Das was überbleibt geriet irgendwie aus den Saugschuh.
Problem ist halt das der Saugschuh niemals immer zu 100% auf das Werkstück aufliegt. So kann immer mal was austreten. Ich bin damit aber relativ zufrieden.
Später habe ich mal 2 Sauger angeschlossen um zu prüfen ob damit mehr abgesaugt werden kann. Erfolglos. Da wird wohl der Schlauch limitieren da nicht genügend Luft durch passt. Beim zweiten Test ist mir auch der Schlauch verstopft sodass mein Kärchersauger stark gequalmt hat. Vermutlich hats die Wicklungen angesengt sodass ich sich der Motor demnächst verabschieden wird. Ich kaufe später einen 50mm Schlauch und werde erneut testen. Vermutlich wird dann aber ein Sauger nicht mehr ausreichen sodass ich mir über kurz oder lang einen neuen großen Sauger kaufen muss.
Kunststoffe und Kupfer habe ich noch nicht gefräßt. Das folgt kommende Woche. Verstopfen sollte bei Kupfer und Plexi aber nichts.

Ansonsten gehts mit Kühlern weiter. Die Asus Mars 2, EVGA GTX 1080 Classified und die Palit GTX 1080 Jetstream 8G werden wohl leider erst nächste Woche fertig. -.-
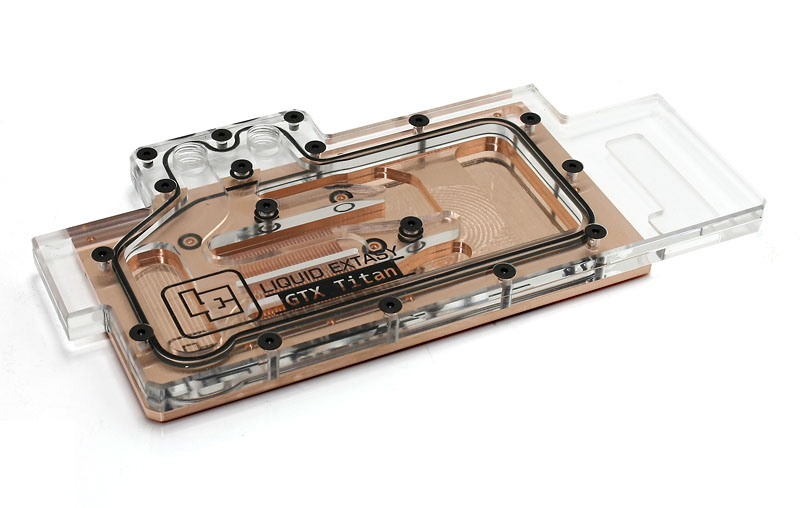
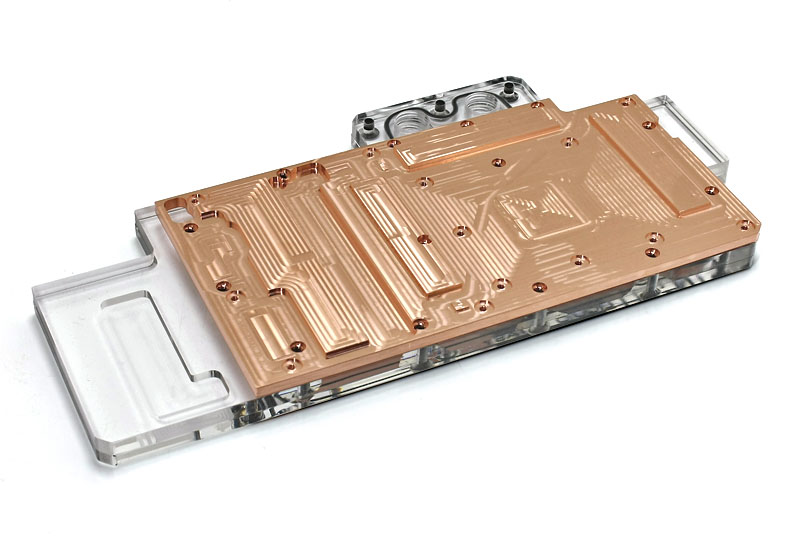
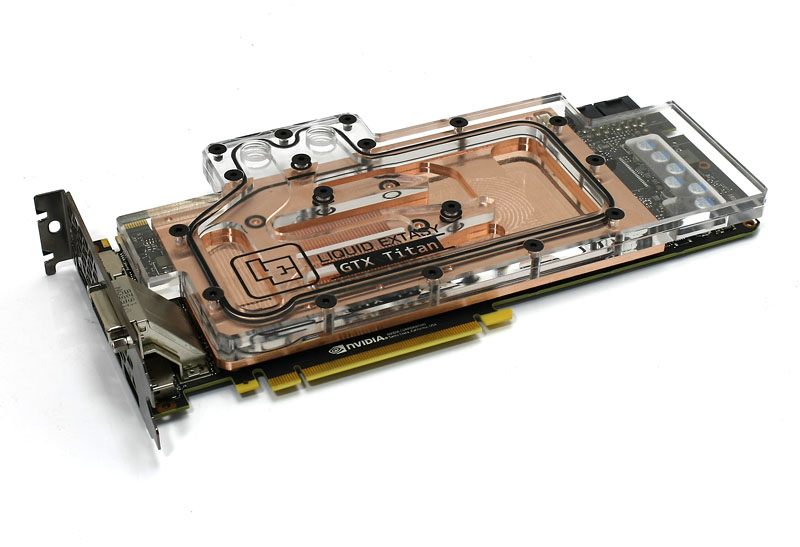
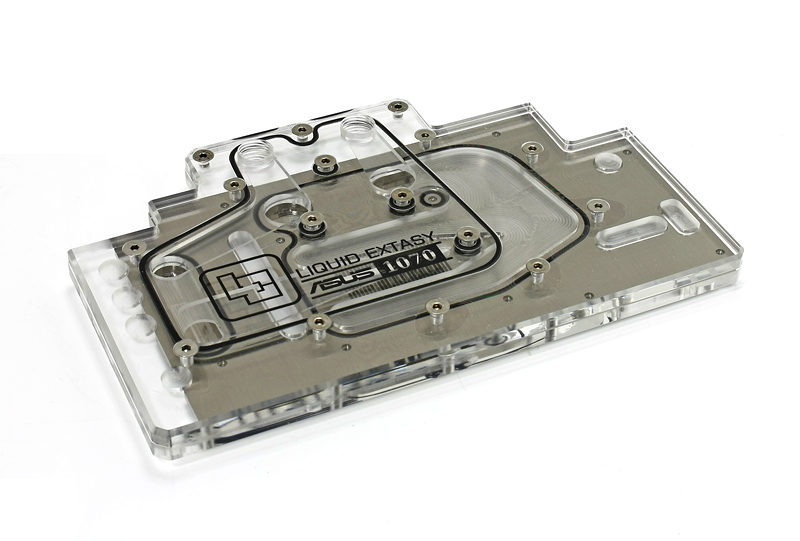
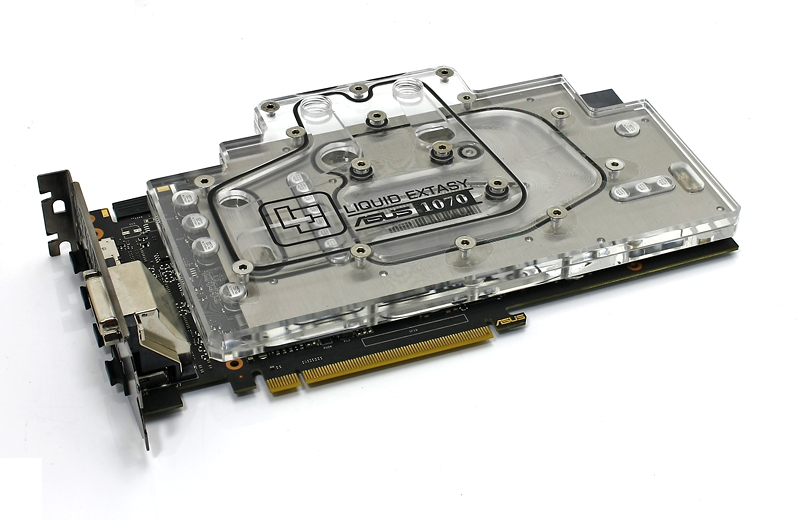
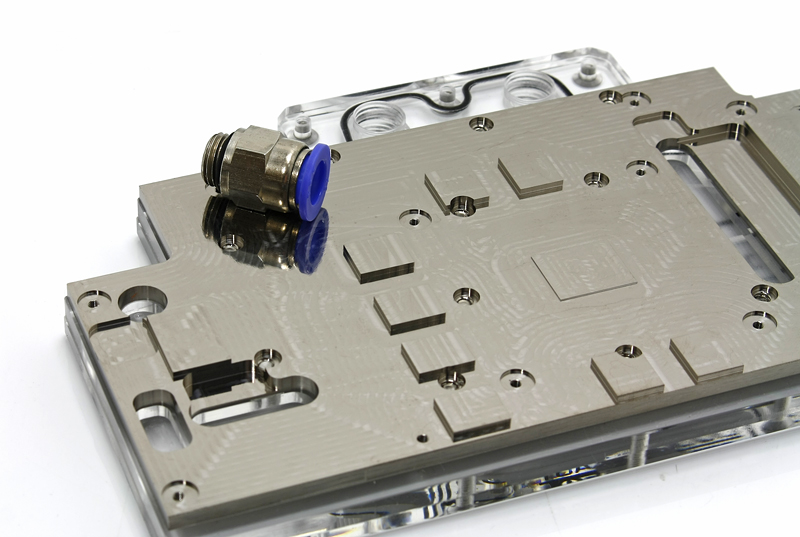
Ich zeig euch aber schonmal Bilder von der GTX Titan X und von der Asus GTX 1070 O8G.
Asus Z10PE D16 WS

GTX Titan X
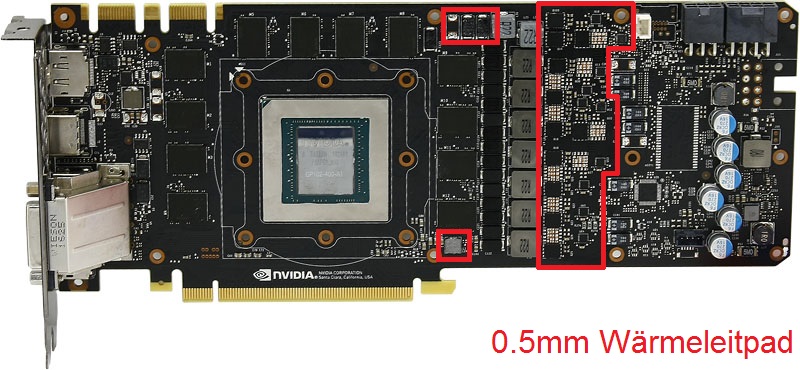
Asus GTX 1070 O8G


also Holz funktioniert weitgehend gut. 80-90% wurden abgesaugt. Im Fräsbereich ist so gut wie alles weg. Das was überbleibt geriet irgendwie aus den Saugschuh.
Problem ist halt das der Saugschuh niemals immer zu 100% auf das Werkstück aufliegt. So kann immer mal was austreten. Ich bin damit aber relativ zufrieden.
Später habe ich mal 2 Sauger angeschlossen um zu prüfen ob damit mehr abgesaugt werden kann. Erfolglos. Da wird wohl der Schlauch limitieren da nicht genügend Luft durch passt. Beim zweiten Test ist mir auch der Schlauch verstopft sodass mein Kärchersauger stark gequalmt hat. Vermutlich hats die Wicklungen angesengt sodass ich sich der Motor demnächst verabschieden wird. Ich kaufe später einen 50mm Schlauch und werde erneut testen. Vermutlich wird dann aber ein Sauger nicht mehr ausreichen sodass ich mir über kurz oder lang einen neuen großen Sauger kaufen muss.
Kunststoffe und Kupfer habe ich noch nicht gefräßt. Das folgt kommende Woche. Verstopfen sollte bei Kupfer und Plexi aber nichts.
Ansonsten gehts mit Kühlern weiter. Die Asus Mars 2, EVGA GTX 1080 Classified und die Palit GTX 1080 Jetstream 8G werden wohl leider erst nächste Woche fertig. -.-
Ich zeig euch aber schonmal Bilder von der GTX Titan X und von der Asus GTX 1070 O8G.
Asus Z10PE D16 WS
GTX Titan X
Asus GTX 1070 O8G
Hallo,
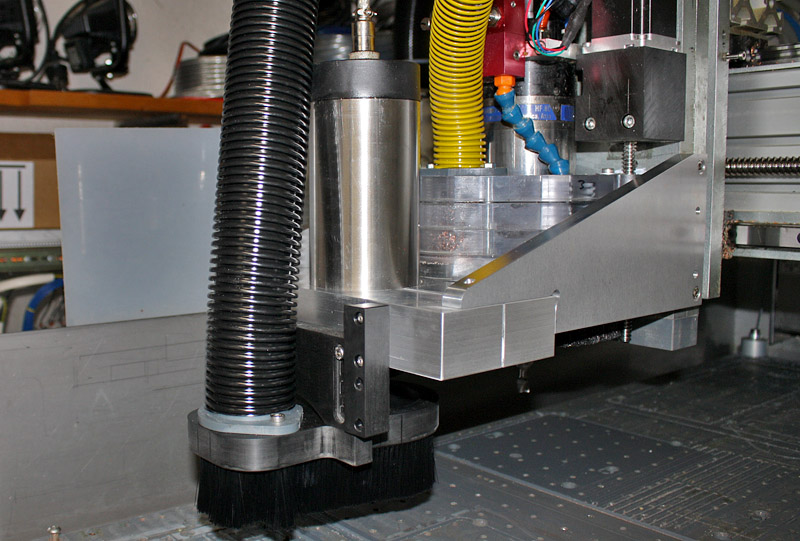
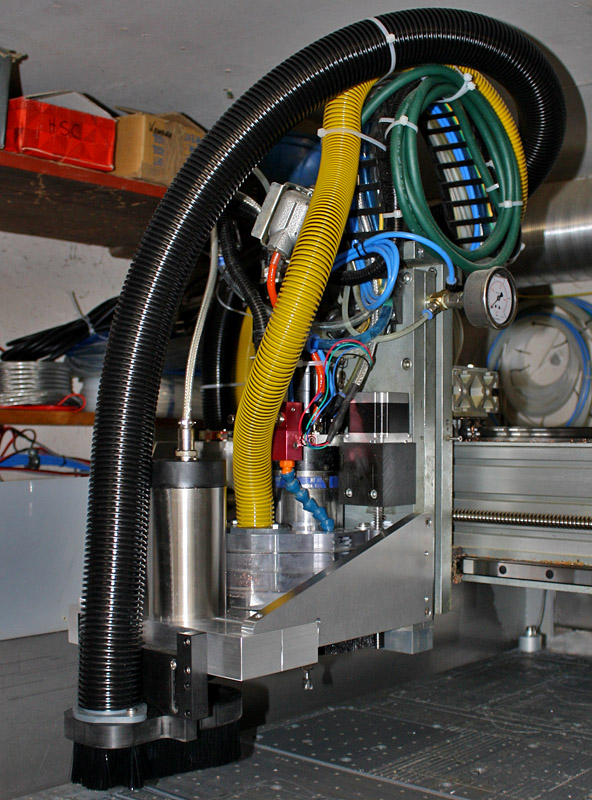
in den letzten Wochen habe ich mal einige Materialien gefräßt und die Absaugung getestet. Mit den 35mm Schlauch und den einen Nilfisk Attix 30 gehen Stäube recht gut. Kunststoffe bekommt man auch noch ganz gut weg. Kupfer und Alu eher mäßig aber es reicht. Streng genommen war das Ziel das ich keine Sommersprossen von Späne bekomme sodass sich kein Span auf den freiliegenden Werkzeuglängentaster positioniert. Das Ziel wurde mit der Absaugung erreicht. Holz fräsen ist aber eher ungünstig da mal größere Splitter oder Locken entstehen. Da setzt sich der Schlauch schnell zu.
Holz fräsen ist mit der Ibagspindel und der 35mm Absaugung aber ohne hin nicht mehr geplant da sich durch die Sperrluft die Schadstoffe in der ganzen Wetrkstatt verteilen würden. Daher habe ich schon ein 50mm Adapter + Schlauch bereit liegen. Ich hoffe das ich morgen dazu komme eine zweite Frässpindelaufnahme zu fräsen und zu montieren. Dann setze ich vor der Ibagspindel noch eine Chinaspindel mit 50er Absaugung. Mit der kann ich dann Schmerzfrei Holz fräsen und Absaugen. Generell wird die Chinaspindel zur Trockenbearbietung verwendet.
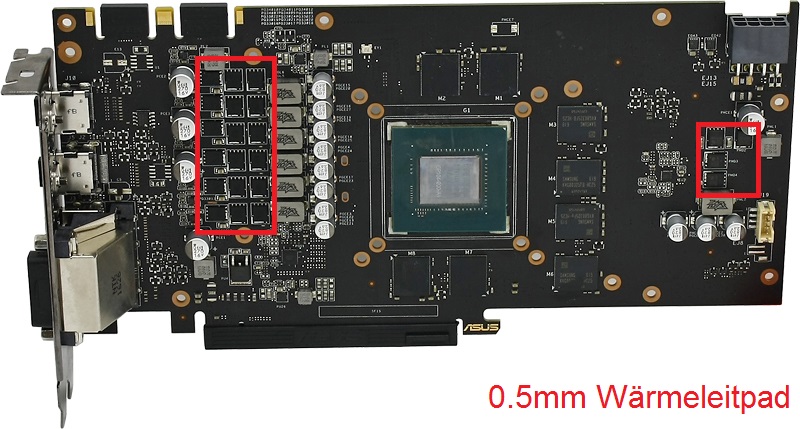
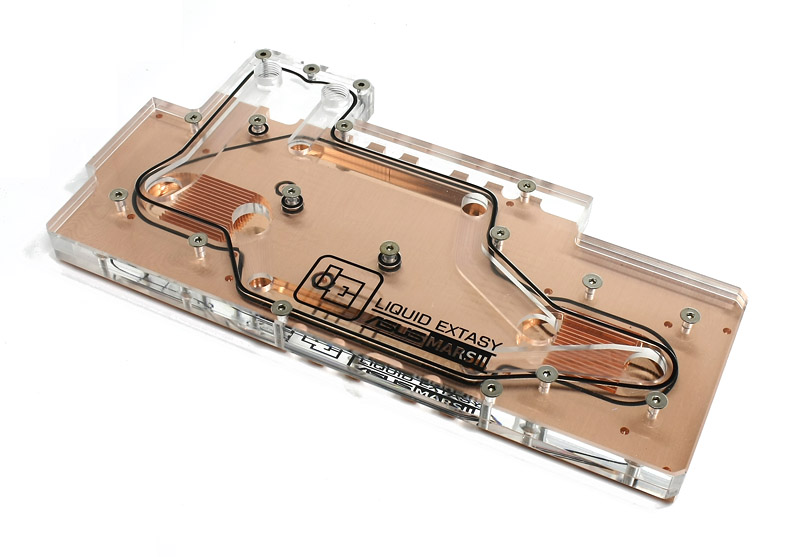
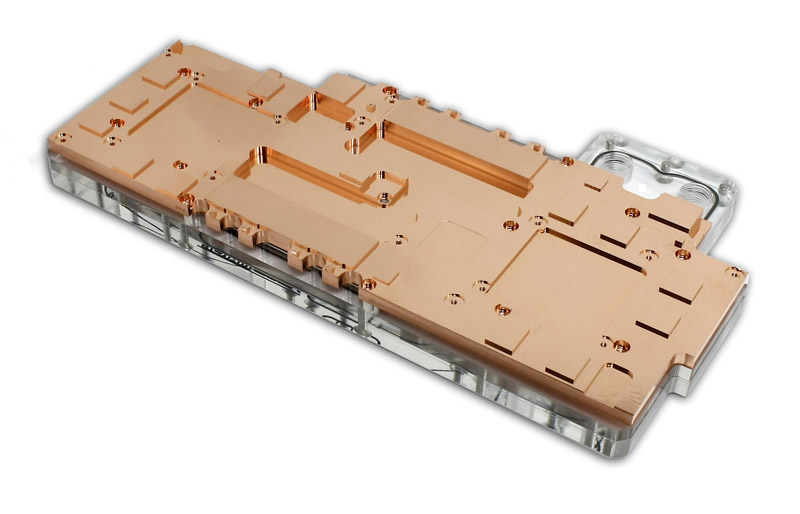
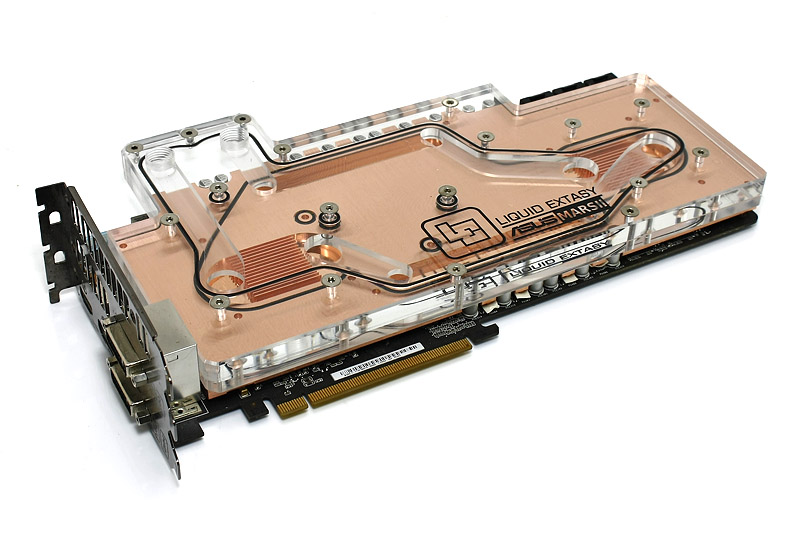
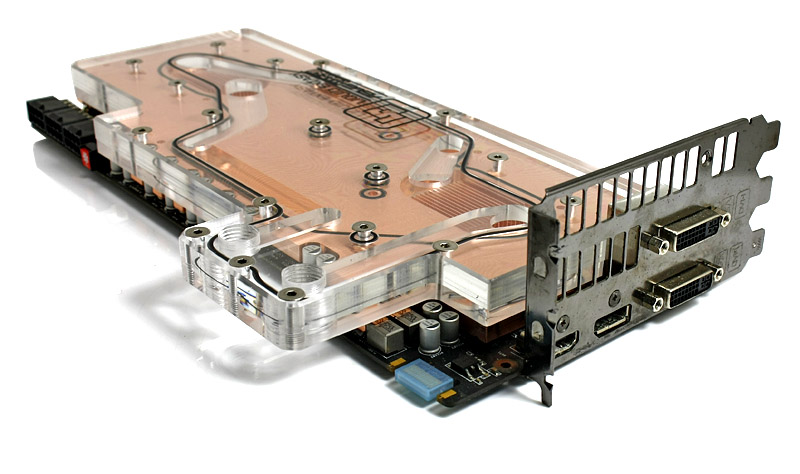
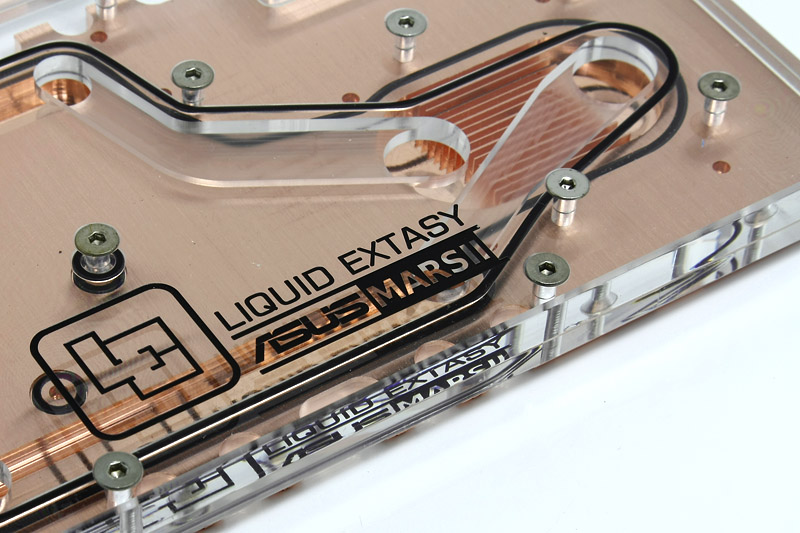
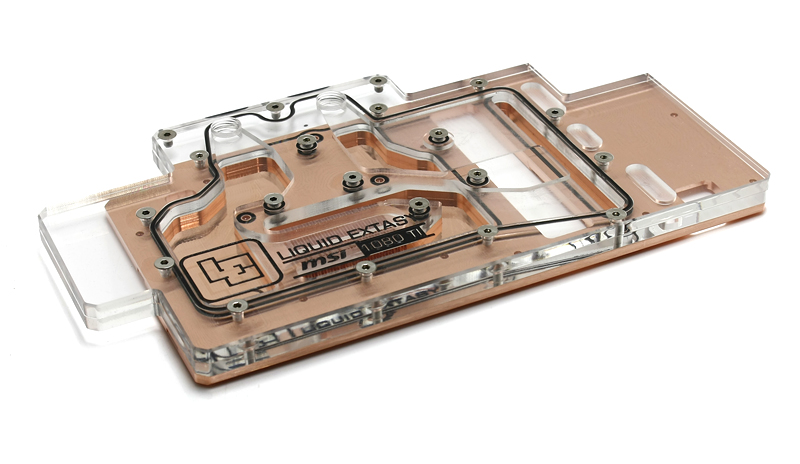
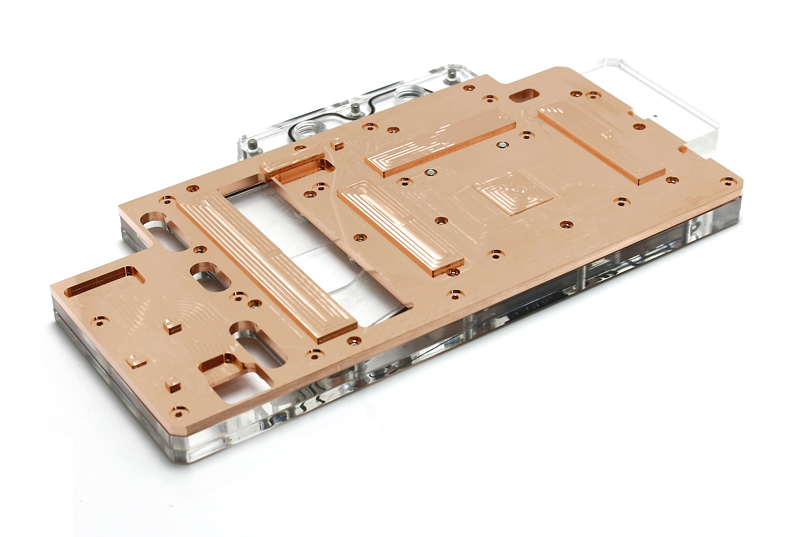
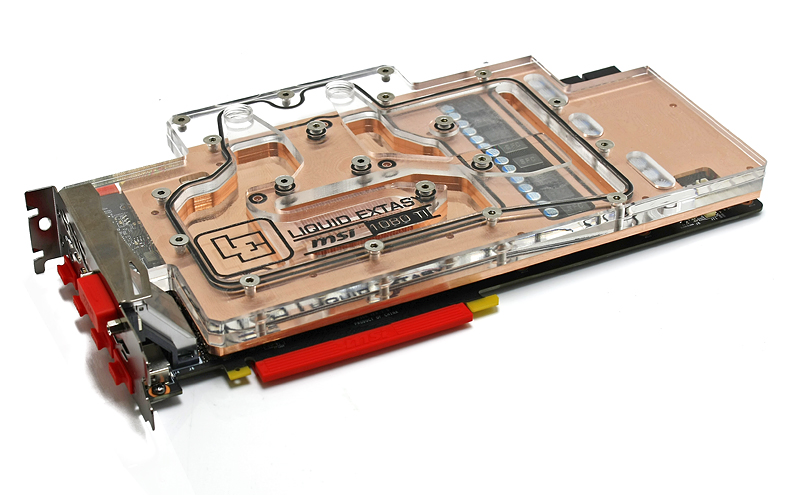
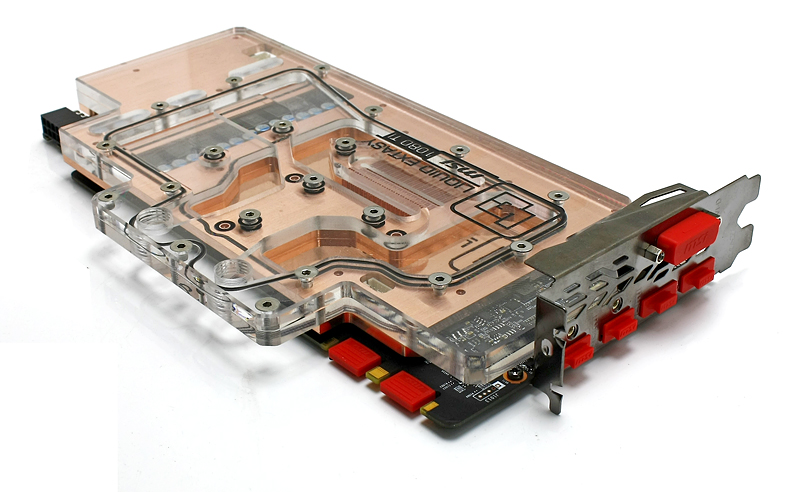
Darüber hinaus gabs in der Zwischenzeit wieder einige neue Wasserkühler. Wasserkühler für Asus Mars II, Evga GTX 1080 Classified und Palit GTX 1080 Jetstream 8G. Ich hoffe das nächste Woche Kupfer kommt. Ab da an beginnt die Produktion von einigen anderen neuen Kühlern. Z.Bsp MSI GTX 1080 TI Gaming X, Asus X99 M und Asrock X79 Pro Fatality.
Aber erstmal ein paar Bilder...
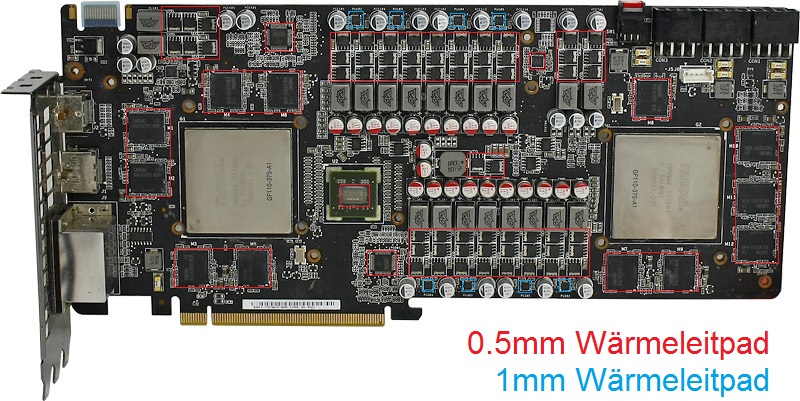
Asus Mars II
EVGA GTX 1080 Classified
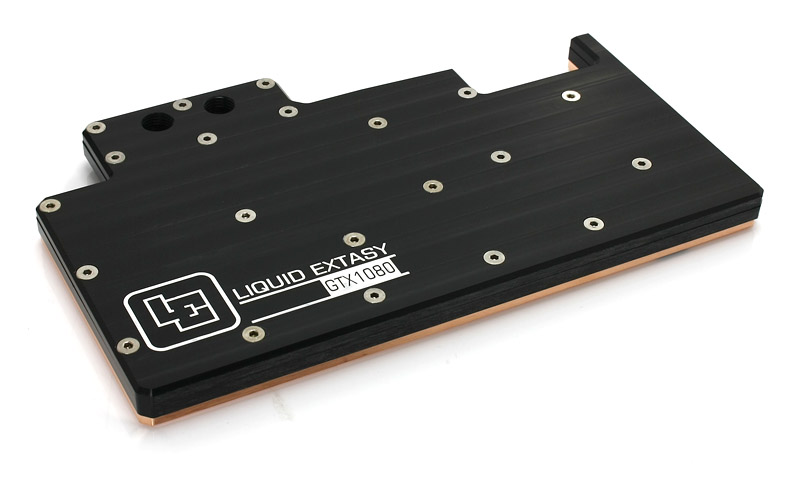

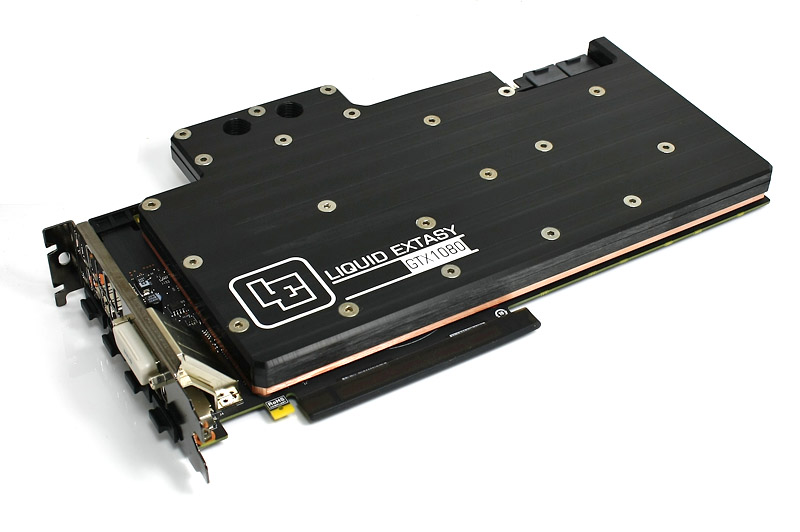

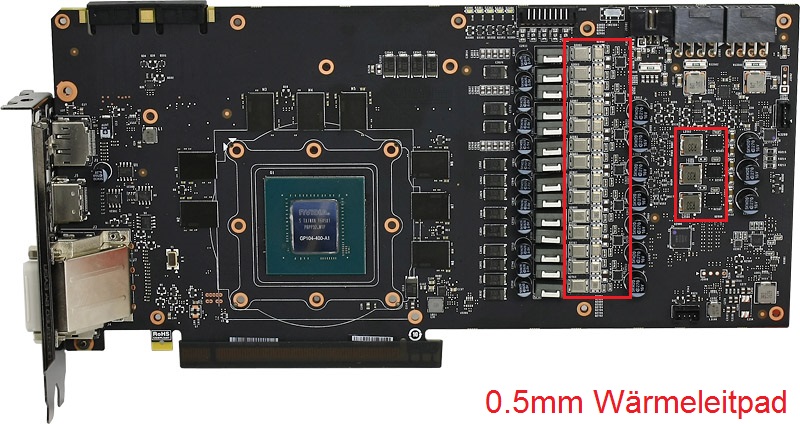
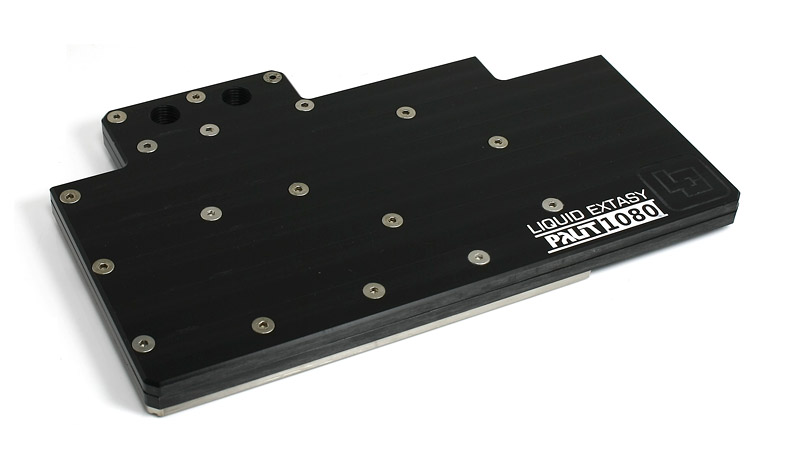
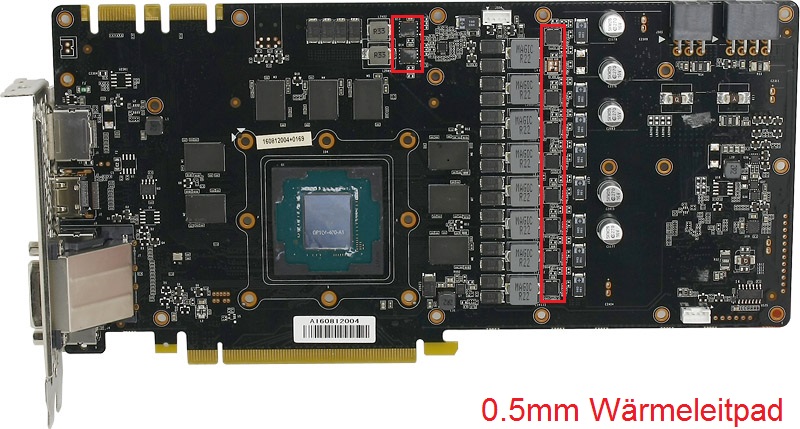
Palit GTX 1080 Jetstream 8G



in den letzten Wochen habe ich mal einige Materialien gefräßt und die Absaugung getestet. Mit den 35mm Schlauch und den einen Nilfisk Attix 30 gehen Stäube recht gut. Kunststoffe bekommt man auch noch ganz gut weg. Kupfer und Alu eher mäßig aber es reicht. Streng genommen war das Ziel das ich keine Sommersprossen von Späne bekomme sodass sich kein Span auf den freiliegenden Werkzeuglängentaster positioniert. Das Ziel wurde mit der Absaugung erreicht. Holz fräsen ist aber eher ungünstig da mal größere Splitter oder Locken entstehen. Da setzt sich der Schlauch schnell zu.
Holz fräsen ist mit der Ibagspindel und der 35mm Absaugung aber ohne hin nicht mehr geplant da sich durch die Sperrluft die Schadstoffe in der ganzen Wetrkstatt verteilen würden. Daher habe ich schon ein 50mm Adapter + Schlauch bereit liegen. Ich hoffe das ich morgen dazu komme eine zweite Frässpindelaufnahme zu fräsen und zu montieren. Dann setze ich vor der Ibagspindel noch eine Chinaspindel mit 50er Absaugung. Mit der kann ich dann Schmerzfrei Holz fräsen und Absaugen. Generell wird die Chinaspindel zur Trockenbearbietung verwendet.
Darüber hinaus gabs in der Zwischenzeit wieder einige neue Wasserkühler. Wasserkühler für Asus Mars II, Evga GTX 1080 Classified und Palit GTX 1080 Jetstream 8G. Ich hoffe das nächste Woche Kupfer kommt. Ab da an beginnt die Produktion von einigen anderen neuen Kühlern. Z.Bsp MSI GTX 1080 TI Gaming X, Asus X99 M und Asrock X79 Pro Fatality.
Aber erstmal ein paar Bilder...
Asus Mars II
EVGA GTX 1080 Classified
Palit GTX 1080 Jetstream 8G
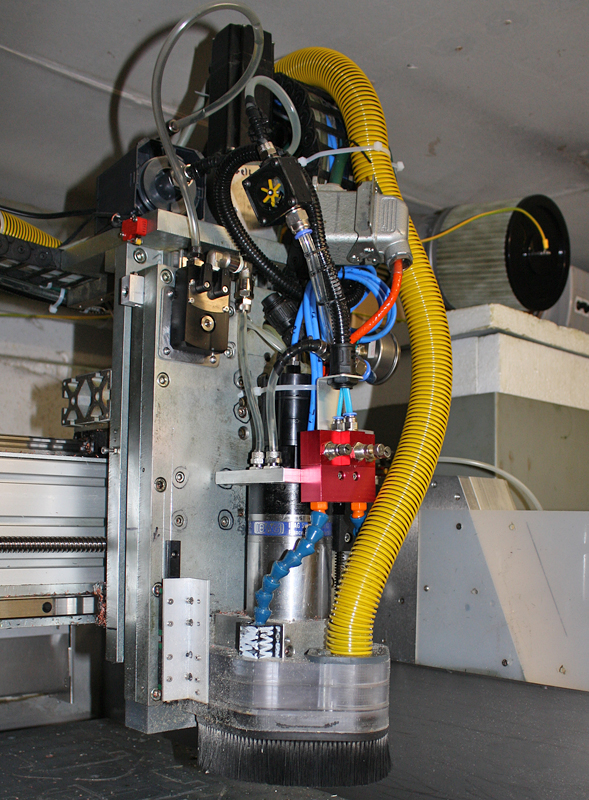
Ich muss sagen das mich der Krach durch den Kompressor, die Hitze durch den Kompressor der Druck durch die Sperrluft schon ziemlich nervt.
Daher habe ich meine alte Chinaspindel reaktiviert und nutze die jetzt als Vorsatzspindel. Wenn ich Quick& Dirty etwas größeres fräsen muss was auf meine kleine HSC Maschine nicht passt dann nehme ich die große mit der Chinaspindel. Überwiegend wird diese Spindel nur Holz und Pom/PVC sehen. Diese Spindel hat auch den großen 50mm Absaugschlauch bekommen. Dieser ist ja überwigend für Holz nötiger. Für Kunststoffe und Kupfer reicht auch der kleine 35mm Schlauch. Zum absaugen verwende ich vorerst noch den Attix 30. Vielleicht werde ich irgendwann auf den 3.4Kw China Sauger umrüsten. Solange wie der Nilflisk reicht aber erstmal nicht. Den Attix habe ich wieder aufbereitet. Alter versiffter Motor, raus, neuer Motor rein. Stabklasse H Filter gekauft und vorher alle Kunststoffteile im Ultraschallbad gereinigt und auch mit chlor Desinfiziert. Der ist jetzt wieder wie neu.")
Die absaguvorrichtung ist dieses mal auch bis zu 50mm flexibel. Ich hoffe das tut alles gut. Ich mach dann mal nen Video.
Wo ich mit den Hobby angefangen habe, wusste ich gar nicht was man sich alles für ein Takel an die Z Achse hängen kann...
Meine is nu voll
Darüber hinaus habe ich die andere Frässpindel mit den pneumatischen Werkzeugwechsler um 30mm nach oben versetzten müssen da ich ansonsten nicht an die oberste Leiste des Werkzeugwechselmagazins komme. Dabei habe ich die 4 Absaugebene am Absaugschuh montiert.
Somit fährt der Absaugschuh auch weit genug nach oben ohne beim Werkzeugwechsel zu stören. Glück hatte ich auch beim Absaugschuh der Chinaspindel. Ic hahtte gerade noch so viel über wie nötig. Morgen wird alles getestet. Ich hoffe das alles funzt.
Daher habe ich meine alte Chinaspindel reaktiviert und nutze die jetzt als Vorsatzspindel. Wenn ich Quick& Dirty etwas größeres fräsen muss was auf meine kleine HSC Maschine nicht passt dann nehme ich die große mit der Chinaspindel. Überwiegend wird diese Spindel nur Holz und Pom/PVC sehen. Diese Spindel hat auch den großen 50mm Absaugschlauch bekommen. Dieser ist ja überwigend für Holz nötiger. Für Kunststoffe und Kupfer reicht auch der kleine 35mm Schlauch. Zum absaugen verwende ich vorerst noch den Attix 30. Vielleicht werde ich irgendwann auf den 3.4Kw China Sauger umrüsten. Solange wie der Nilflisk reicht aber erstmal nicht. Den Attix habe ich wieder aufbereitet. Alter versiffter Motor, raus, neuer Motor rein. Stabklasse H Filter gekauft und vorher alle Kunststoffteile im Ultraschallbad gereinigt und auch mit chlor Desinfiziert. Der ist jetzt wieder wie neu.
Die absaguvorrichtung ist dieses mal auch bis zu 50mm flexibel. Ich hoffe das tut alles gut. Ich mach dann mal nen Video.
Wo ich mit den Hobby angefangen habe, wusste ich gar nicht was man sich alles für ein Takel an die Z Achse hängen kann...
Meine is nu voll
Darüber hinaus habe ich die andere Frässpindel mit den pneumatischen Werkzeugwechsler um 30mm nach oben versetzten müssen da ich ansonsten nicht an die oberste Leiste des Werkzeugwechselmagazins komme. Dabei habe ich die 4 Absaugebene am Absaugschuh montiert.
Somit fährt der Absaugschuh auch weit genug nach oben ohne beim Werkzeugwechsel zu stören. Glück hatte ich auch beim Absaugschuh der Chinaspindel. Ic hahtte gerade noch so viel über wie nötig. Morgen wird alles getestet. Ich hoffe das alles funzt.
Holz funzt perfekt.
https://www.youtube.com/watch?v=83Xp7IIxhqg&feature=youtu.be
https://www.youtube.com/watch?v=83Xp7IIxhqg&feature=youtu.be
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Perfekt 
Hätte nicht gedacht, dass dies so hervorragend funktioniert.
Hätte nicht gedacht, dass dies so hervorragend funktioniert.
Hallo,
es gibt wieder ein paar Neuigkeiten.
Zunächst sieht es danach aus das meine Bf20 Vario in der Tat im laufe des kommenden Jahres rausfliegt und dort eine neue Selbstbau Portalfräsemaschine Platz findet.
Eckdaten:
Verfahrweg: 950x400x200mm
Linearführungen Größe 35/30
Pneumatisches Werkzeugwechselsystem mit 20 Werkzeugen, 2.2Kw, 24.000U/min
600W Servos 1:3 untersetzt befeuert von UHU's
Positioniergeschwindigkeit: 4m-6m/min
Kugelumlaufantriebe Größe 20 auf allen Achsen
Ziel ist es mit der Maschine so fräsen zu können wie jetzt.
Beispielvideo von meine Bf20 Vario:
https://www.youtube.com/watch?v=agwCoZdTBCY&feature=youtu.be
Allerdings genauer, schneller und mit pneumatischen Werkzeugwechsel sowie um das 10fache an Verfahrweg. Bevor aber etwas passiert werde ich mein Ultraschallgerät mit einer Pumpe, Filter und Gestell ausstatten damit die Reinigung einfacher und schneller von statten geht.
Das aktuelle WZW Projekt wird wohl in den kommenden 2 Wochen abgeschlossen. Der Werkzeuge werden nächste Woche vermessen und auch der Kompressor wird das Mundwerk gestopft.
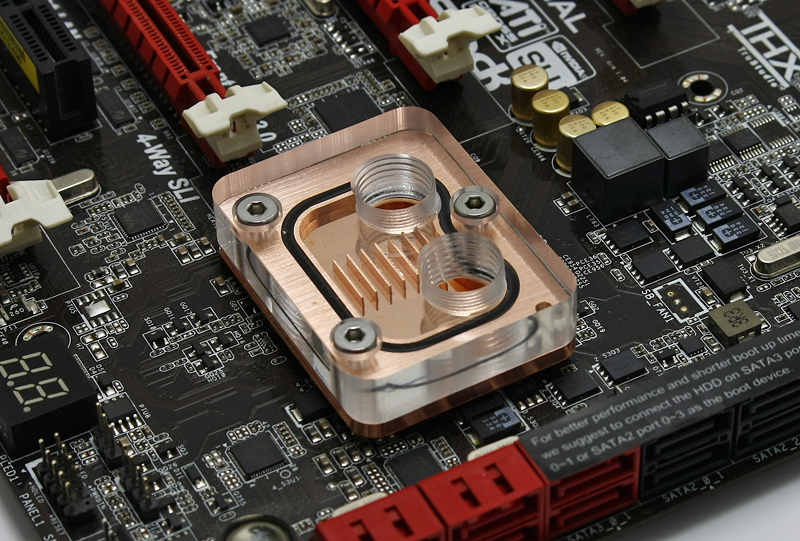
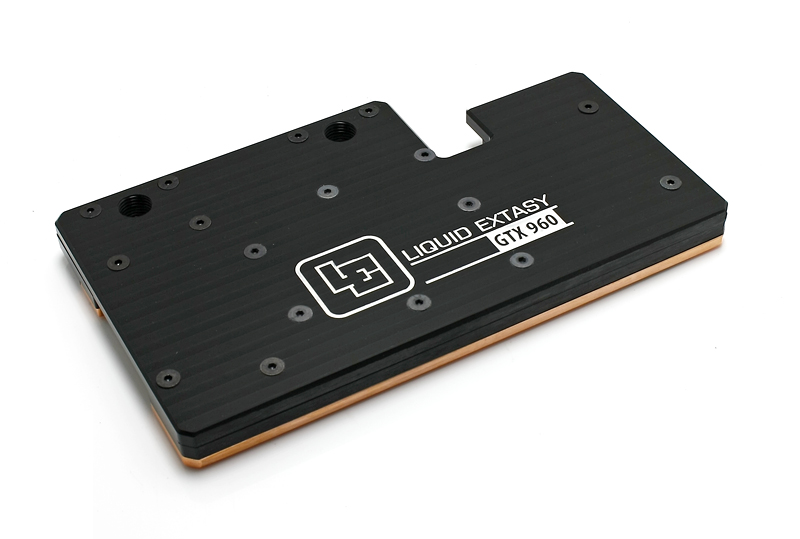
Kommen wir zu den Kühlern:
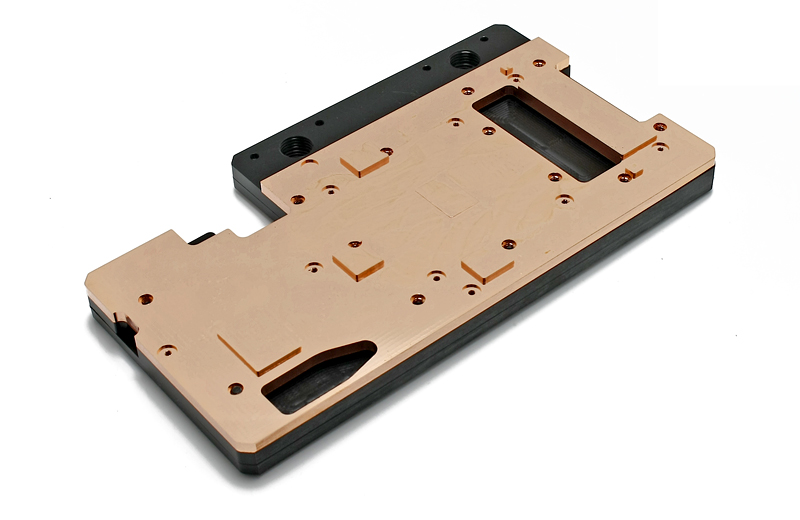
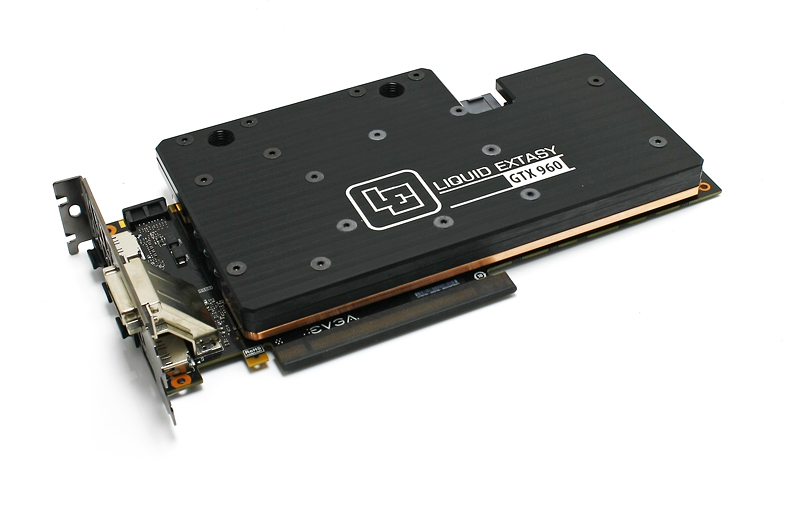
Heute gibt es Kühler für das Asus X99M WS, Asus X79 Fat. Pro und die EVGA GTX 960 4GB SSC Gaming ACX 2.0+. Weitere Bilder gibt es vom Asus Z170L Gaming und Palit GTX Titan Z
Palit Titan Z

Asus Z170L Gaming Pro
Asus X99M WS




Asrock X79 Fatality Pro






EVGA GTX 960 4GB SSC Gaming ACX 2.0+

es gibt wieder ein paar Neuigkeiten.
Zunächst sieht es danach aus das meine Bf20 Vario in der Tat im laufe des kommenden Jahres rausfliegt und dort eine neue Selbstbau Portalfräsemaschine Platz findet.
Eckdaten:
Verfahrweg: 950x400x200mm
Linearführungen Größe 35/30
Pneumatisches Werkzeugwechselsystem mit 20 Werkzeugen, 2.2Kw, 24.000U/min
600W Servos 1:3 untersetzt befeuert von UHU's
Positioniergeschwindigkeit: 4m-6m/min
Kugelumlaufantriebe Größe 20 auf allen Achsen
Ziel ist es mit der Maschine so fräsen zu können wie jetzt.
Beispielvideo von meine Bf20 Vario:
https://www.youtube.com/watch?v=agwCoZdTBCY&feature=youtu.be
Allerdings genauer, schneller und mit pneumatischen Werkzeugwechsel sowie um das 10fache an Verfahrweg. Bevor aber etwas passiert werde ich mein Ultraschallgerät mit einer Pumpe, Filter und Gestell ausstatten damit die Reinigung einfacher und schneller von statten geht.
Das aktuelle WZW Projekt wird wohl in den kommenden 2 Wochen abgeschlossen. Der Werkzeuge werden nächste Woche vermessen und auch der Kompressor wird das Mundwerk gestopft.
Kommen wir zu den Kühlern:
Heute gibt es Kühler für das Asus X99M WS, Asus X79 Fat. Pro und die EVGA GTX 960 4GB SSC Gaming ACX 2.0+. Weitere Bilder gibt es vom Asus Z170L Gaming und Palit GTX Titan Z
Palit Titan Z
Asus Z170L Gaming Pro
Asus X99M WS
Asrock X79 Fatality Pro
EVGA GTX 960 4GB SSC Gaming ACX 2.0+
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Genial, das geht richtig fix mit deiner Maschine.
Vom Kauf der Spindfel bis heute sind fast 4 Jahre ins Land gegangen. Investitionsvolumen beläuft sich auf nicht weniger als 19.000€.
Das größte Problem war, das ich von der ganzen Geschichte keine Ahnung hatte. Weder im Einkauf, noch Preise noch Vorraussetzung. Mit einen Forenkollegen ist es aber nun gelungen die Werkzeugwechselfunktion nutzen zu können. Aktuell werden noch die Makros geschrieben. Dann muss noch der Werkzeuglängensensor konfiguiert werden und dann kanns auch schon losgehen. Im laufe des Monats bin ich Hard und Softwareseitig fertig.
Ich muss zwar noch den Kompressor auf Schall isolieren, aber das System läuft auch ohne Gehäuse.
Der Vorteil des Werkzeugwechselsystems ist, das nun die Werkzeuge länger genutzt werden können da danach alle Kanten mit einen Entgratfräser abgefahren werden. Das Werkzeug muss nun nicht mehr gewechselt werden wenn das Werkzeug Grat wirft. Darüber hinaus lassen sich mit 50.000U/min an der Frässpindel ganz andere Vorschübe fahren als mit 24.000U/min. Bei meinen kleinen Werkzeugen wird das enorm helfen. Gerade bei den feinen Strukturen mit 0.7mm Werkzeugen wird das extrem helfen. Der Rundlauffehler am Werkzeug iegt im Mittel bei 6µ. Bei den Investitionsvolumen darf man das aber auch erwarten. Insgesammt gibt es 22 Werkzeugplätze. Früher oder später wird wohl noch ein Vermessungssystem ala 3d Finder dazukommen.
DIE
Denksportaufgabe der nächsten Monate wird sein das Werkzeugwechselsystem sinnvoll nutzen zu können. So müssen neue geilere Designs her. Die Vorraussetzung für neue aufwendigere Designs ist nun auf jeden Fall schon mal geschaffen.
Anbei das Video zum WErkzeugwechsel system:
Das größte Problem war, das ich von der ganzen Geschichte keine Ahnung hatte. Weder im Einkauf, noch Preise noch Vorraussetzung. Mit einen Forenkollegen ist es aber nun gelungen die Werkzeugwechselfunktion nutzen zu können. Aktuell werden noch die Makros geschrieben. Dann muss noch der Werkzeuglängensensor konfiguiert werden und dann kanns auch schon losgehen. Im laufe des Monats bin ich Hard und Softwareseitig fertig.
Ich muss zwar noch den Kompressor auf Schall isolieren, aber das System läuft auch ohne Gehäuse.
Der Vorteil des Werkzeugwechselsystems ist, das nun die Werkzeuge länger genutzt werden können da danach alle Kanten mit einen Entgratfräser abgefahren werden. Das Werkzeug muss nun nicht mehr gewechselt werden wenn das Werkzeug Grat wirft. Darüber hinaus lassen sich mit 50.000U/min an der Frässpindel ganz andere Vorschübe fahren als mit 24.000U/min. Bei meinen kleinen Werkzeugen wird das enorm helfen. Gerade bei den feinen Strukturen mit 0.7mm Werkzeugen wird das extrem helfen. Der Rundlauffehler am Werkzeug iegt im Mittel bei 6µ. Bei den Investitionsvolumen darf man das aber auch erwarten. Insgesammt gibt es 22 Werkzeugplätze. Früher oder später wird wohl noch ein Vermessungssystem ala 3d Finder dazukommen.
DIE
Denksportaufgabe der nächsten Monate wird sein das Werkzeugwechselsystem sinnvoll nutzen zu können. So müssen neue geilere Designs her. Die Vorraussetzung für neue aufwendigere Designs ist nun auf jeden Fall schon mal geschaffen.
Anbei das Video zum WErkzeugwechsel system:
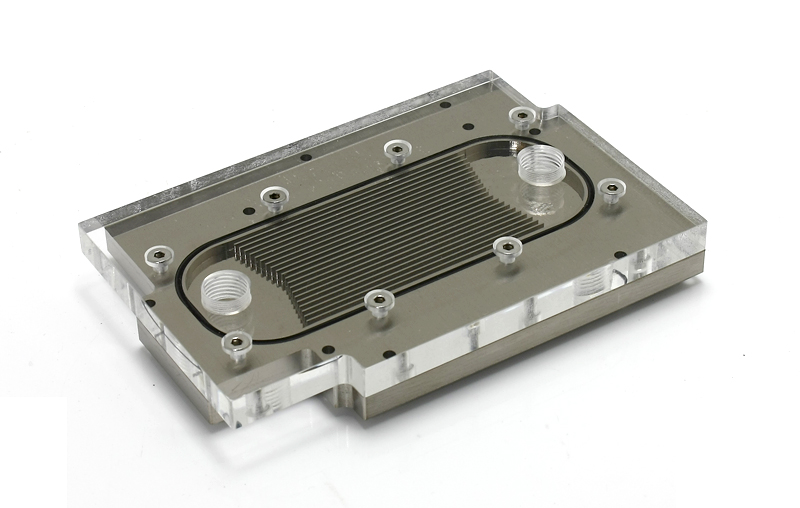
Hallo,
da ich bereits einige Jahre Plexi fräse und es den Mythos gibt das man keine Glasklaren Plexikanten ohne polieren erzeugen kann habe ich mal ein kleines Video dazu gemacht.
Das wichtige neben den richtigen Schnittdaten ist das richtige Werkzeug und das richtige Schmiermittel.
Die Profis räumen noch einen weiteren wichtigen Faktor mit ein. Eine vibrationsarme Halbzeugspannung.
Letzteres habe ich nicht, das Ergebnis ist dennoch toll.
Als Werkzeug verwende ich bei Plexiglasarbeiten (PMMA XT) ausschließelich Einschneider mit polierter Spannut von VHF.
Sorotec hat günstige Werkzeuge im Sortiment die auch gehen. Allerdings ist die Kantenqualität nicht so toll
und die Standzeit ist deutlich geringer. Geld in gute Werkzeuge investieren lohnt sich gelegentlich doch.
Darüber hinaus braucht ihr noch eine zuverlässige Werkzeugschmierung mit Doppeldüse.
Die eine Düse schießt auf das untere Ende der Werkzeugschneide, die andere Düse auf den oberen Teil der Werkzeugschneide.
Die Ausrichtung sollte immer um 90° versetzt sein damit in 2 Richtungen aufgetragen wird und es möglichst geringe tote Zonen gibt.
Optimal ist es wenn man mit 2.5bar und mehr Sprühdruck arbeitet damit die Druckluft dazu beiträgt die Späne aus der Nut zu blasen.
Im Video sieht das nicht optimal aus, allerdings ist das Werkzeug auch schon ziemlich fertig...
Abschließend sei erwähnt das das richtige Schmiermittel das feintuning erzeugt. Hochflüchtige Schmiermittel wie das
Fenella VD201N funktionieren nicht gut weil das Schmiermittel zu wenig Schmieranteil enthält. Wasser mischbare
Schmiermittel mit 15% Konzentrat, oder dickflüssigere nicht Wasser mischbare Schmiermittel arbeiten recht gut.
Natürlich hilft auch eine stabile Maschine. Jedoch muss man um gute Ergebnisse erzielen nicht mit Kanon auf Spatzen schießen.
Es genügt eine solide Portalfräsemaschine mit Profilschienenführungen.
Das Endergebnis nehme ich mit einen Bild mal vorweg.
Viel Spass beim nachmachen.
Gruß Marc

da ich bereits einige Jahre Plexi fräse und es den Mythos gibt das man keine Glasklaren Plexikanten ohne polieren erzeugen kann habe ich mal ein kleines Video dazu gemacht.
Das wichtige neben den richtigen Schnittdaten ist das richtige Werkzeug und das richtige Schmiermittel.
Die Profis räumen noch einen weiteren wichtigen Faktor mit ein. Eine vibrationsarme Halbzeugspannung.
Letzteres habe ich nicht, das Ergebnis ist dennoch toll.
Als Werkzeug verwende ich bei Plexiglasarbeiten (PMMA XT) ausschließelich Einschneider mit polierter Spannut von VHF.
Sorotec hat günstige Werkzeuge im Sortiment die auch gehen. Allerdings ist die Kantenqualität nicht so toll
und die Standzeit ist deutlich geringer. Geld in gute Werkzeuge investieren lohnt sich gelegentlich doch.
Darüber hinaus braucht ihr noch eine zuverlässige Werkzeugschmierung mit Doppeldüse.
Die eine Düse schießt auf das untere Ende der Werkzeugschneide, die andere Düse auf den oberen Teil der Werkzeugschneide.
Die Ausrichtung sollte immer um 90° versetzt sein damit in 2 Richtungen aufgetragen wird und es möglichst geringe tote Zonen gibt.
Optimal ist es wenn man mit 2.5bar und mehr Sprühdruck arbeitet damit die Druckluft dazu beiträgt die Späne aus der Nut zu blasen.
Im Video sieht das nicht optimal aus, allerdings ist das Werkzeug auch schon ziemlich fertig...
Abschließend sei erwähnt das das richtige Schmiermittel das feintuning erzeugt. Hochflüchtige Schmiermittel wie das
Fenella VD201N funktionieren nicht gut weil das Schmiermittel zu wenig Schmieranteil enthält. Wasser mischbare
Schmiermittel mit 15% Konzentrat, oder dickflüssigere nicht Wasser mischbare Schmiermittel arbeiten recht gut.
Natürlich hilft auch eine stabile Maschine. Jedoch muss man um gute Ergebnisse erzielen nicht mit Kanon auf Spatzen schießen.
Es genügt eine solide Portalfräsemaschine mit Profilschienenführungen.
Das Endergebnis nehme ich mit einen Bild mal vorweg.
Viel Spass beim nachmachen.
Gruß Marc
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Eigentlich ist es gleich, in welchem Winkel die das Kühlmittel auf die Schneide trifft. Hauptsache das Werkzeug wird geschmiert und mit dem Werkstück gekühlt.Die eine Düse schießt auf das untere Ende der Werkzeugschneide, die andere Düse auf den oberen Teil der Werkzeugschneide.
Die Ausrichtung sollte immer um 90° versetzt sein damit in 2 Richtungen aufgetragen wird und es möglichst geringe tote Zonen gibt.
Optimal ist es wenn man mit 2.5bar und mehr Sprühdruck arbeitet damit die Druckluft dazu beiträgt die Späne aus der Nut zu blasen.
Im Video sieht das nicht optimal aus, allerdings ist das Werkzeug auch schon ziemlich fertig...
Ich mach hier keinen Äkt darüber. Ideal wäre eine Werkzeuginnenkühlung, die den den Werkzeugkopf mitkühlt.
Das Fenella VD201N ist nicht zum zerspanen geeignet. Dies wird auch im Sicherheitsdatenblatt erwähnt, das dies zum Umformen eingesetzt werden soll.Abschließend sei erwähnt das das richtige Schmiermittel das feintuning erzeugt. Hochflüchtige Schmiermittel wie das
Fenella VD201N funktionieren nicht gut weil das Schmiermittel zu wenig Schmieranteil enthält. Wasser mischbare
Schmiermittel mit 15% Konzentrat, oder dickflüssigere nicht Wasser mischbare Schmiermittel arbeiten recht gut.
Mit 3% Mineralölgehalt kannst du den Schmiereffekt vergessen, zudem auch ein Alkohol auf dergegenseite verdrehten ist. Der nichwassermischbare Kühlschmierstoff ist zudem sehr gefährlich.
Durch den Alkohol und die Wärme hätte ich bei Kunststoff so meine Bedenken. Nicht das die Oberfläche Risse bildet, was langfristig zum Bruch führen kann.
Von der Materialentzündung mal ganz abgesehen.
Beim Fräsen von Kupfer ist ein wassermischbarer Kühlschmierstoff in Ordnung, ein reines Schneidöl würde ich verzichten. Das Ölgesabber ist nicht so mein Ding.
Mich wundert es eh, das du nicht beim Kunststoff bei Druckluft bleibst. Die Hochgeschwindkeitsmaschinen die wir in der Firma haben, arbeiten mit Druckluft, was einen minimalen Anteil von Schneidöl enthält, was so gut wie nicht ins Gewicht fällt.
Zu den Fräsern. Für Alu und Kunstsoff sind Vollhartmetall (VHM) Fräser mit extrentrische polierten Schliff am Besten. Bei richtiger Anwendung überstehen diese einige Perioden.
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Das ist nicht neu. Aluminium Platten zersäge ich an der Kreissäge und nehme Spiritus als Kühlung. Auf der Maschine säge ich auch Holz.Wobei Ethanol auch ein gewisser Standard in der Aluzerspanung ist.
Aber bei dir? Mir wäre das Riskio zu groß, das mir die Bude in die Luft fliegt, weil sich beim Einsatz von Alkoholen eine hochexplosives Alkohol-Sauerstoff Gemisch bildet.
Ich kann mir nicht vorstellen, das deine Elektrogeräte Ex Geschützt sind.
Wenn du den ganzen Tag im Alkoholnebel stehst, wirst du mit der Zeit matt in der Birne, das nur weil aus Bequemlichkeit auf einen vernüftigen Kühlschmierstoff verzichtet wird.
Hallo Mari,
vernünftig liegt immer im Auge des Betrachters.
Was wäre denn vernünftig?
Sicher ist:
Wassermischbare Schmierstoffe bilden nach der Zeit Anaerobe Krankheitserreger.
Das komplette System inkl. Maschine muss möglichst nach 12Monaten gereinigt werden.
Man kann den Intervall auch bis auf 18 und in Grenzfällen auf 24 Monate verschieben....
Die Reinigung erfolgt wie du vermutlich weißt mit härtesten Chemikalien.
Die Reinigung umfasst zudem nicht nur Maschine sondern auch Peripherie wie Staubsauger.
Spätestens beim Staubsauger hört es dann auf sinnvoll zu reinigen. Man müsste die Turbine
tauschen und den kompletten Sauger zerlegen und reinigen. Unterm Strich heist das man mit
60-100L Reinigungsmittel nur alleine für den Sauger braucht da die Teile ja eine gewisse Zeit
einwirken muss. Streng genommen ist es wirtschaftlicher den Sauger zu entsorgen und sich für
300-400€ einen neuen Sauger zu kaufen anstatt sich 2 Tage intensiv um die Reinigung eines
Saugers zu kümmern. Hinten raus hat man dann auch noch die Entsorgung von ca. 100-150L
Reinigungsmittel zu verantworten. Toll ist das auch nicht.
Wie im laufe des Threads hatte ich ja schon erwähnt das ich an Anaeroben Krankheitserreger erkrankt war.
Die Dinger heißen Yersinien. Ob das nun von Wassermischbare Schmierstoffe kommt, oder durch Eier/Fleisch
lässt sich nicht prüfen.
Nicht Wassermischbare Schmierstoffe arbeiten zwar mit Alkohole und oder flüchtigen Lösungsmitteln...
... ja ist auch nicht so toll. ... vor Explosionen brauch man aber eher keine Angst zu haben.
Zunächst braucht man das richtige Gas/Luftgemisch. Das kann man praktisch ausschließen.
Dann bedarf es einer Zündquelle die im Normalbetrieb nicht vorhanden ist. Klar kann es passieren
das man mit der Spannmutter mal an eine Spannschraube aneckt und es Funken entstehen.
Dann fehlt für eine Explosion aber noch immer das korrekte Verhältnis Aerosol/Luftgemisch.
Exschutz ist auch nur dann nötig wenn ein solches Gas/Luftgemisch zu erwarten ist.
Ist die Konzentrtion vom KSS in der Luft zu gering passiert gar nichts. Ist es zu hoch, passiert auch nichts.
Ich habe Rücksprache mit der Firma Wilke gehalten und man hatte es mir mal vorgerechnet.
Die Konzentration ist im wesentlichen nicht zu erreichen. Selbst wenn man großen Mist baut liegt
man noch um Faktor 3 der unteren Explosionsgrenze.
Natürlich bin ich des wegen auch besorgt und hatte speziall am Anfag so meine schwachen Momente.
Als jedoch ausversehen die Kabine mal vollgenebelt war und nichts passiert ist und bei einer anderen
Anwendung die Maschine gut lief aber grober funkenflug wegen verprogrammieren nichts passiert ist,
seit dem bin ich da etwas entspannter. Schmiermittel der Kategorie AIII kommt mit dennoch nicht in den Tank.
Also Schmiermittel unterhalb eines Flammpunktes von 60°C.
Ich brauche ohne hin ein Schmiermittel welches hohe Temperaturen verträgt. Da ist Fenella VD201N ohne hin fehl am Platz.
Das optimale Schmiermittel gibt es leider nicht.
vernünftig liegt immer im Auge des Betrachters.
Was wäre denn vernünftig?
Sicher ist:
Wassermischbare Schmierstoffe bilden nach der Zeit Anaerobe Krankheitserreger.
Das komplette System inkl. Maschine muss möglichst nach 12Monaten gereinigt werden.
Man kann den Intervall auch bis auf 18 und in Grenzfällen auf 24 Monate verschieben....
Die Reinigung erfolgt wie du vermutlich weißt mit härtesten Chemikalien.
Die Reinigung umfasst zudem nicht nur Maschine sondern auch Peripherie wie Staubsauger.
Spätestens beim Staubsauger hört es dann auf sinnvoll zu reinigen. Man müsste die Turbine
tauschen und den kompletten Sauger zerlegen und reinigen. Unterm Strich heist das man mit
60-100L Reinigungsmittel nur alleine für den Sauger braucht da die Teile ja eine gewisse Zeit
einwirken muss. Streng genommen ist es wirtschaftlicher den Sauger zu entsorgen und sich für
300-400€ einen neuen Sauger zu kaufen anstatt sich 2 Tage intensiv um die Reinigung eines
Saugers zu kümmern. Hinten raus hat man dann auch noch die Entsorgung von ca. 100-150L
Reinigungsmittel zu verantworten. Toll ist das auch nicht.
Wie im laufe des Threads hatte ich ja schon erwähnt das ich an Anaeroben Krankheitserreger erkrankt war.
Die Dinger heißen Yersinien. Ob das nun von Wassermischbare Schmierstoffe kommt, oder durch Eier/Fleisch
lässt sich nicht prüfen.
Nicht Wassermischbare Schmierstoffe arbeiten zwar mit Alkohole und oder flüchtigen Lösungsmitteln...
... ja ist auch nicht so toll. ... vor Explosionen brauch man aber eher keine Angst zu haben.
Zunächst braucht man das richtige Gas/Luftgemisch. Das kann man praktisch ausschließen.
Dann bedarf es einer Zündquelle die im Normalbetrieb nicht vorhanden ist. Klar kann es passieren
das man mit der Spannmutter mal an eine Spannschraube aneckt und es Funken entstehen.
Dann fehlt für eine Explosion aber noch immer das korrekte Verhältnis Aerosol/Luftgemisch.
Exschutz ist auch nur dann nötig wenn ein solches Gas/Luftgemisch zu erwarten ist.
Ist die Konzentrtion vom KSS in der Luft zu gering passiert gar nichts. Ist es zu hoch, passiert auch nichts.
Ich habe Rücksprache mit der Firma Wilke gehalten und man hatte es mir mal vorgerechnet.
Die Konzentration ist im wesentlichen nicht zu erreichen. Selbst wenn man großen Mist baut liegt
man noch um Faktor 3 der unteren Explosionsgrenze.
Natürlich bin ich des wegen auch besorgt und hatte speziall am Anfag so meine schwachen Momente.
Als jedoch ausversehen die Kabine mal vollgenebelt war und nichts passiert ist und bei einer anderen
Anwendung die Maschine gut lief aber grober funkenflug wegen verprogrammieren nichts passiert ist,
seit dem bin ich da etwas entspannter. Schmiermittel der Kategorie AIII kommt mit dennoch nicht in den Tank.
Also Schmiermittel unterhalb eines Flammpunktes von 60°C.
Ich brauche ohne hin ein Schmiermittel welches hohe Temperaturen verträgt. Da ist Fenella VD201N ohne hin fehl am Platz.
Das optimale Schmiermittel gibt es leider nicht.
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Moin,Das komplette System inkl. Maschine muss möglichst nach 12Monaten gereinigt werden.
Man kann den Intervall auch bis auf 18 und in Grenzfällen auf 24 Monate verschieben....
Die Reinigung erfolgt wie du vermutlich weißt mit härtesten Chemikalien.
Die Reinigung umfasst zudem nicht nur Maschine sondern auch Peripherie wie Staubsauger.
der Intervall ist zu lang. Kein Wunder das bei dir ein Biotop entsteht. Ein leichter Ölfilm auf der Suppe und schon wirst du ungewollt Halter von Hautstieren, vom Gestank mal abgesehen. Eine Intervallsverkürzung auf 6 Monate und du hast kaum Schwierigkeiten damit.
Von der Reinigungschemikalie, also ein Bakterienhemmer kam ich ab, da der Kühlschmierstoff teilweise vom Entsorger über eine Kläranlage entsorgt werden konnte.
Als ich diesen Hemmer einsetzte, kam scharfe Kritik seitens des Entsorgers. Mit diesem Hemmer wird der Reinigungsbakterienbestand der Wasseraufbereitungsanlage drastisch reduziert. Also vergiss es.
Auch die Sauerei mit dem Staubsauger spar ich mir. Nimm eine Wasserpumpe und saug dies ab. Den Rest kannst du rauswischen und mit einem Maschinenreiniger, wie zum Beispiel Ambassador.
Bei mir in der Firma ist eine Verwendung von Alkoholhaltigen KSS, bis auf Ausnahmen untersagt. Was du machst, ist mir gleich.
Es wäre ein Versuch wert, auf eine Öl-Minimalschmierung umzusteigen. Kurz gesagt, Öldtröpfchen werden mit Druckluft vermischt.
Bei der Kupferzerspannung wirst du an KSS nicht herum kommen.
Der Intervall ist bei Kupfer ok da Kupfer die Bakterien "frisst". Gestunken hats bei mir nicht. Der Nitrit/Nitratgehalt und Ph wert war nach 1 Jahr auch noch ok.Einen kleinen Teppisch hatte ich aber dennoch auf dem "Bad" was man abfischen soll.
Bei Alu oder Stahl ist das was anderes. Da frisst nichts Bakterien und der Intervall von 6-12Monaten ist authentisch.
Das Absaugen mittels Pumpe geht so auch nicht. Ich arbeite mit Opferplatte. Die kann so ohne weiteres nicht sauber abgesaugt werden.
Außer mit einen Sauger. Mit Druckluft will ich nicht so viel arbeiten. Das erzeugt auch wieder Aerosole und bläst Partikel wenn man Pech hat dahin wo sie nicht hingepustet werden sollten. Ich habe halt leider kein gekapseltes Bearbeitungszentrum
Welches Öl würdest du mir für einen Test mal empfehlen?
Das normale Baumarktöl, oder Öl welches auf dessen Basis beruht kann ich nicht verwenden. Die Reinigung der Teile wäre zu aufwendig.
Optisch bekommt man es blitze blank. Aber dort wo dieses Öl mit Kupfer Kontakt hatte, hält kein Nickel.
Bei Alu oder Stahl ist das was anderes. Da frisst nichts Bakterien und der Intervall von 6-12Monaten ist authentisch.
Das Absaugen mittels Pumpe geht so auch nicht. Ich arbeite mit Opferplatte. Die kann so ohne weiteres nicht sauber abgesaugt werden.
Außer mit einen Sauger. Mit Druckluft will ich nicht so viel arbeiten. Das erzeugt auch wieder Aerosole und bläst Partikel wenn man Pech hat dahin wo sie nicht hingepustet werden sollten. Ich habe halt leider kein gekapseltes Bearbeitungszentrum
Welches Öl würdest du mir für einen Test mal empfehlen?
Das normale Baumarktöl, oder Öl welches auf dessen Basis beruht kann ich nicht verwenden. Die Reinigung der Teile wäre zu aufwendig.
Optisch bekommt man es blitze blank. Aber dort wo dieses Öl mit Kupfer Kontakt hatte, hält kein Nickel.
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Das Öl welches ich verwende ist ein Sprühöl, was nicht im Baumarkt erhältlich ist. Dieses beziehe ich über einen Werkzeuggroßhändler.
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Sprühöl für Minimalmengenschmierung.
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Öhmmm, das Thema hatten wir schon einmal. Such einfach nach Minimalschmierung.
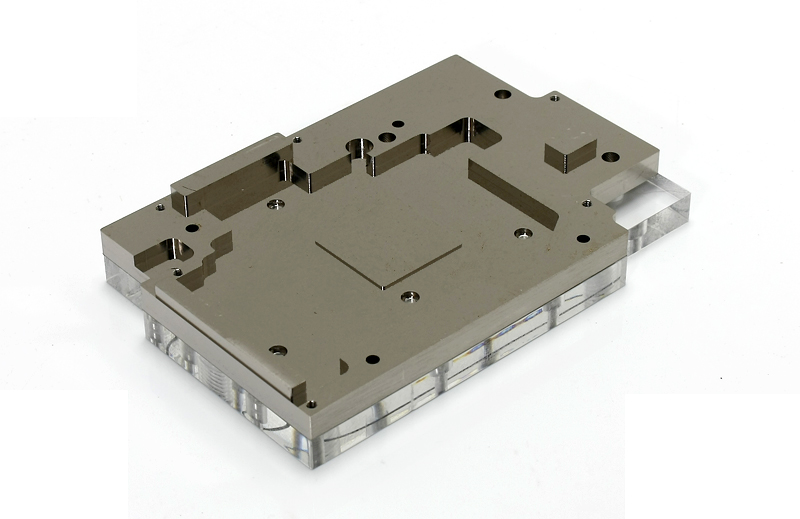
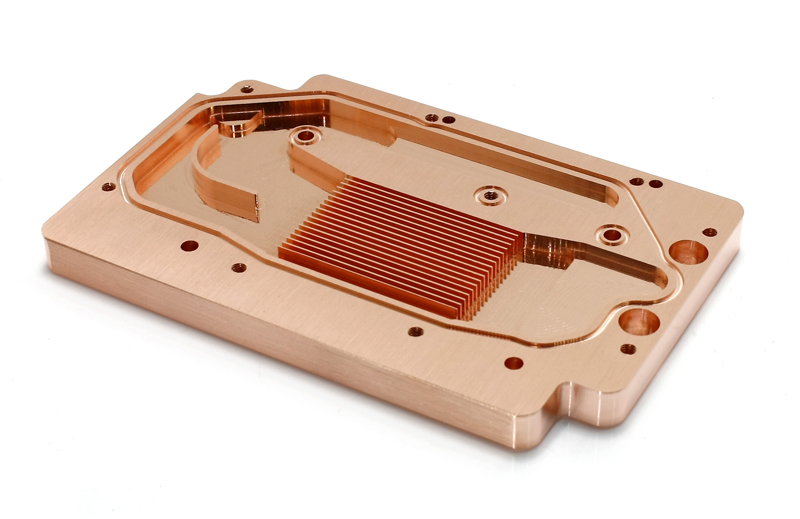
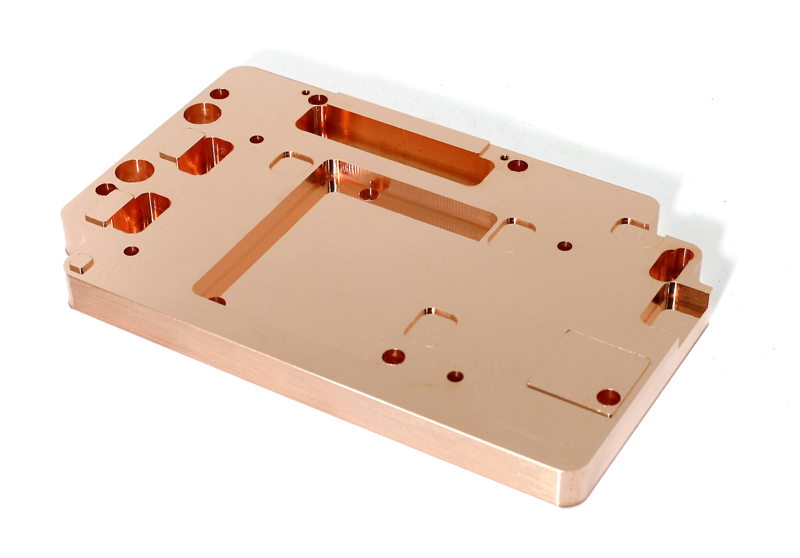
Hallo,
aktuell arbeite ich ja an sehr vielen Wasserkühlern parallel.
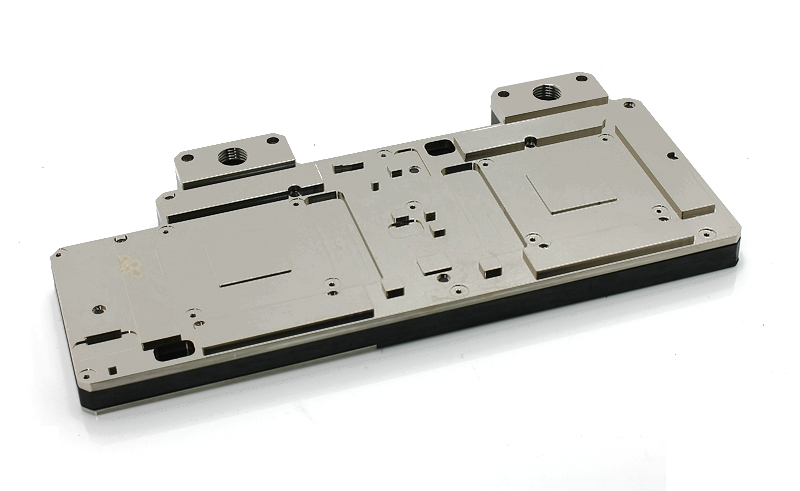
Die Bodenplatte vom Proto des ASRock Fatal1ty X370/AB350 Gaming ITX/ac Wasserkühlers habe ich heute fertigstellen können. Ich werde am Wochenende diese vermutlich mal testen.
aktuell arbeite ich ja an sehr vielen Wasserkühlern parallel.
Die Bodenplatte vom Proto des ASRock Fatal1ty X370/AB350 Gaming ITX/ac Wasserkühlers habe ich heute fertigstellen können. Ich werde am Wochenende diese vermutlich mal testen.
Ähnliche Themen
- Antworten
- 78
- Aufrufe
- 14K
- Antworten
- 0
- Aufrufe
- 32K
- Antworten
- 0
- Aufrufe
- 52K