App installieren
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Anmerkung: This feature may not be available in some browsers.
Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder ein alternativer Browser verwenden.
Du solltest ein Upgrade durchführen oder ein alternativer Browser verwenden.
unkontrollierter basteldrang
- Ersteller Der Römer
- Erstellt am
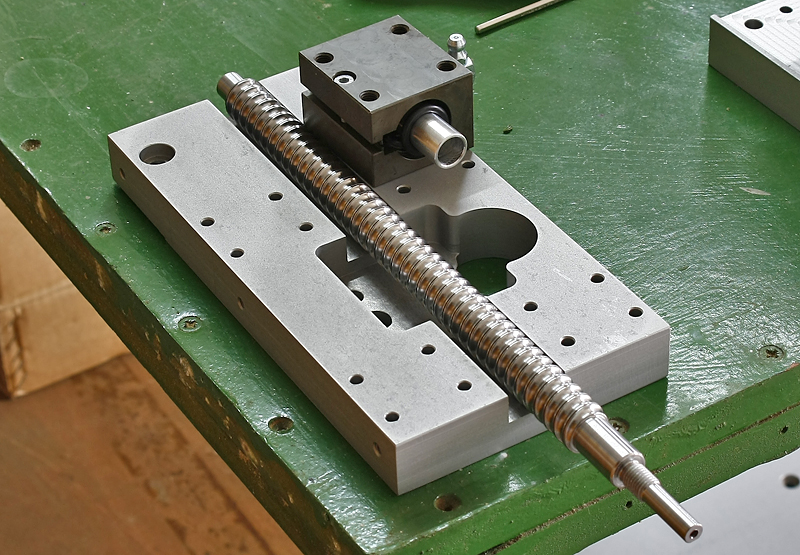
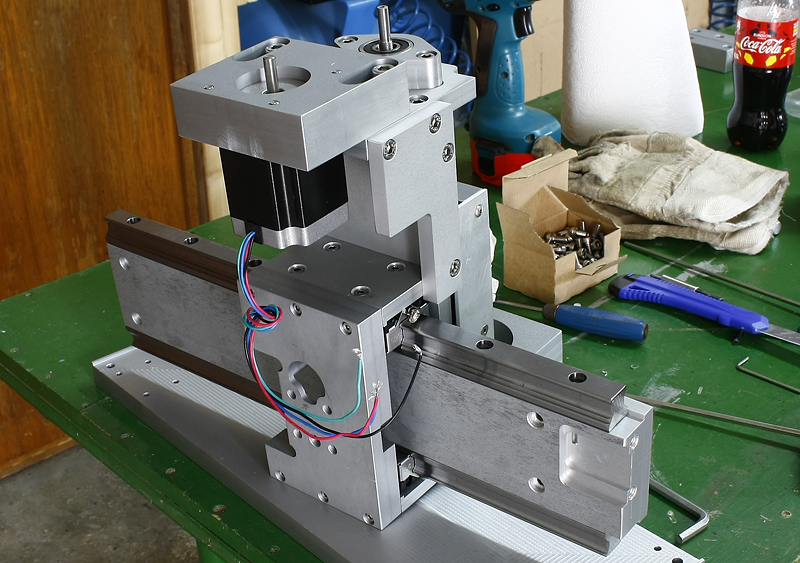
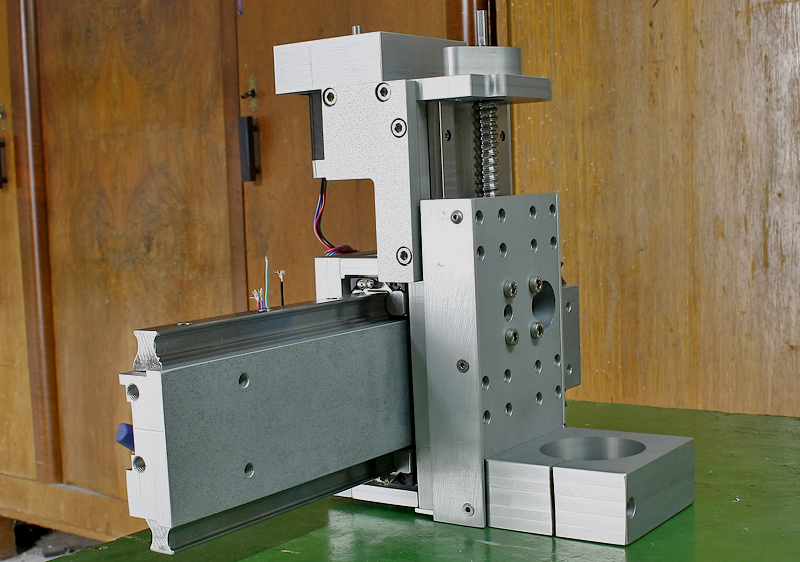
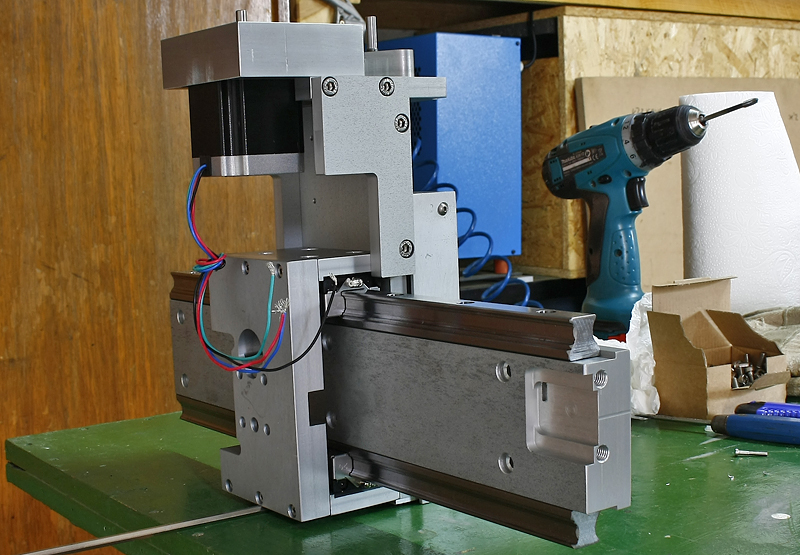
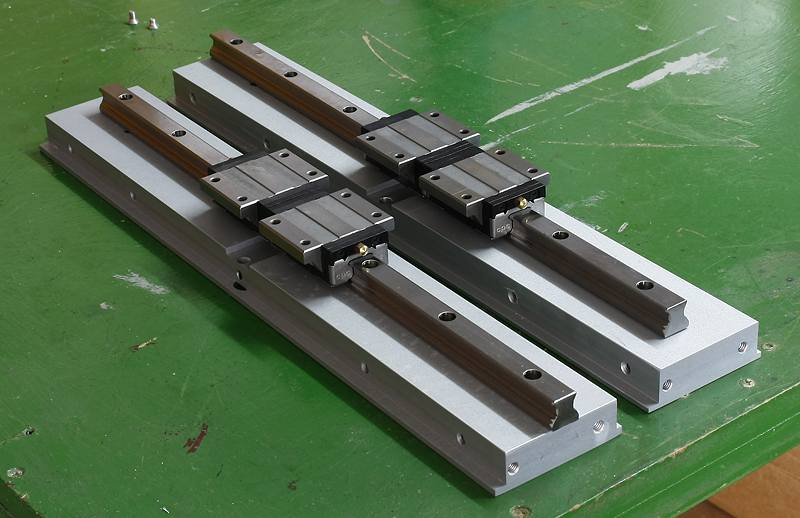
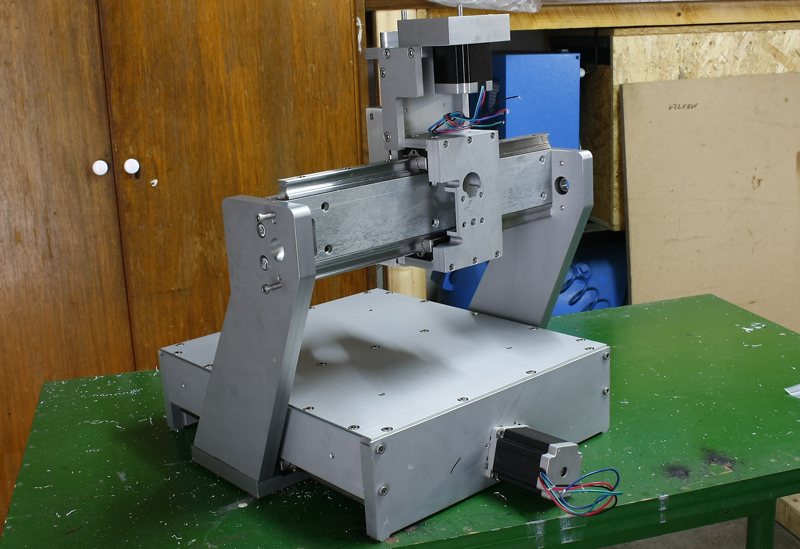
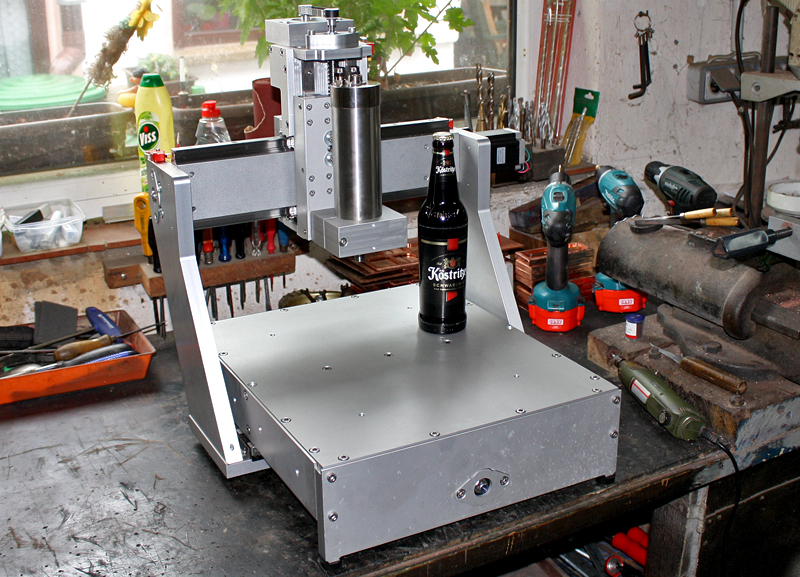
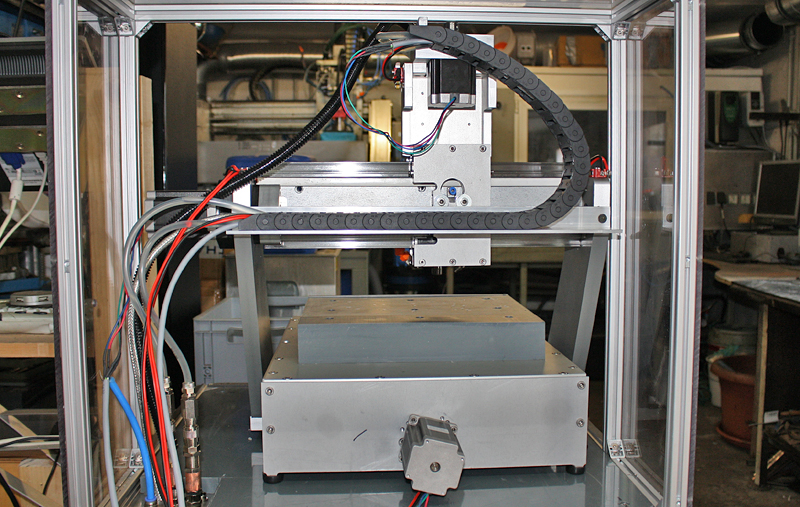
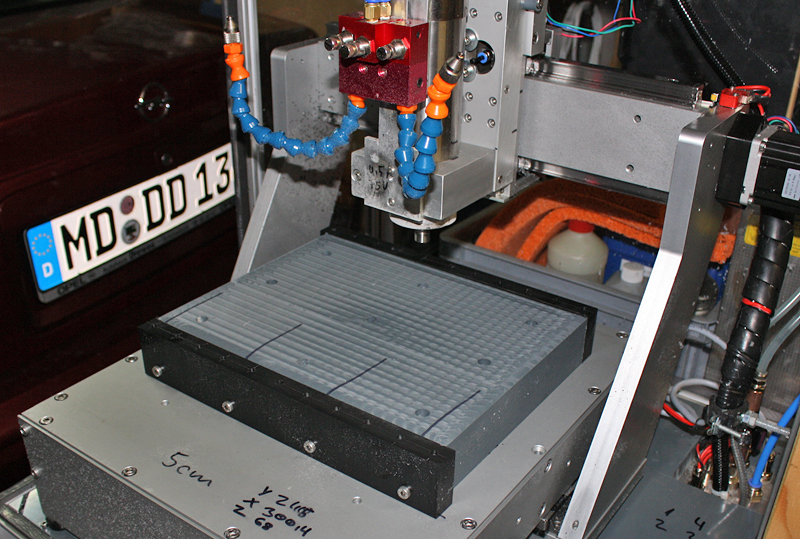
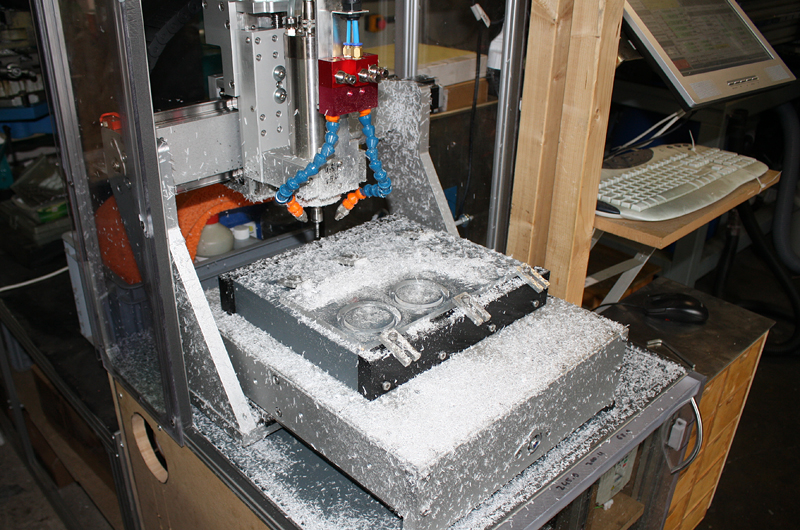
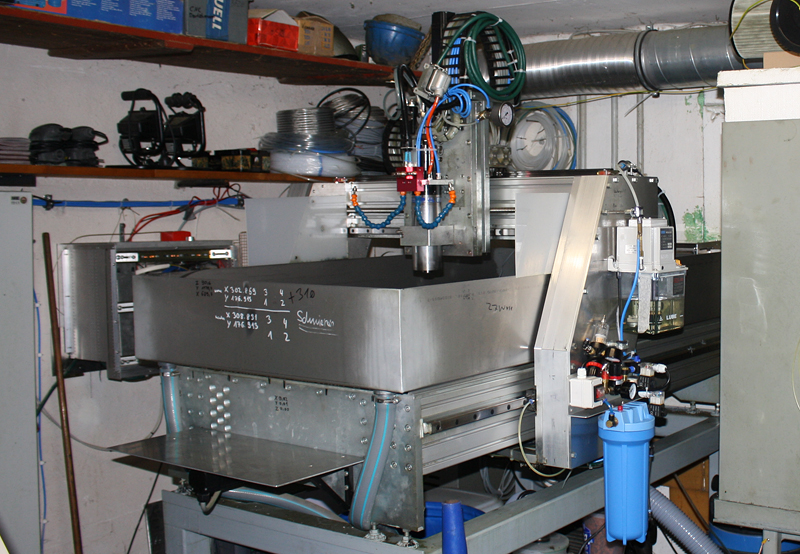
Da es mit Wasserkühlern leider ein paar Tage nicht weiter gehen kann juckte es in den Fingern...
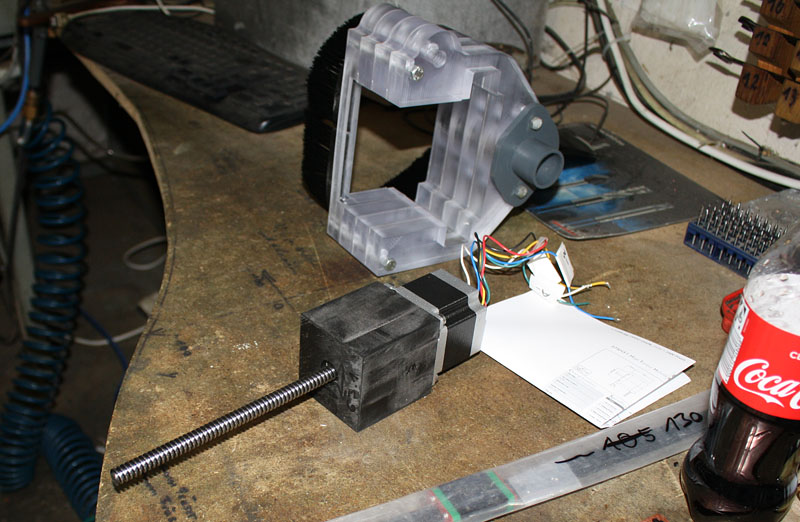
Der Aufbau ging einigermaßen schmerzfrei von statten. Ab und zu mussten ein paar Löcher aufgebohrt werden weil eine Schraube größer oder kleiner dimensioniert werden musste.
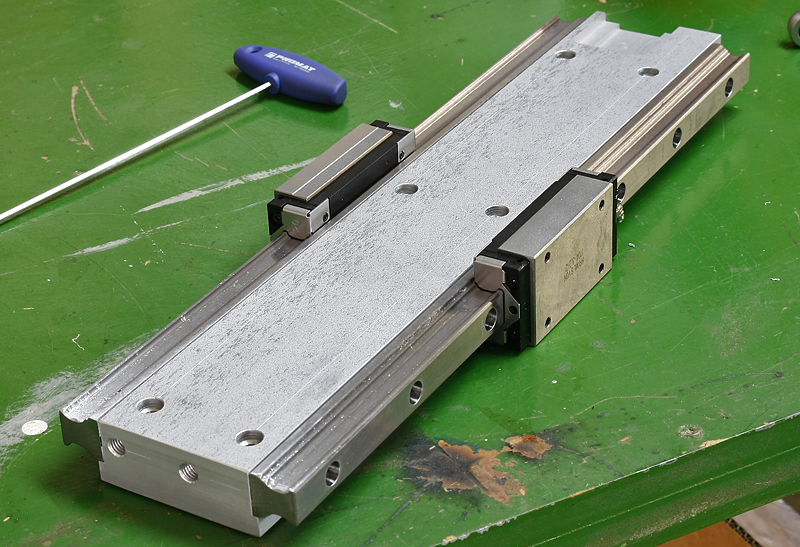
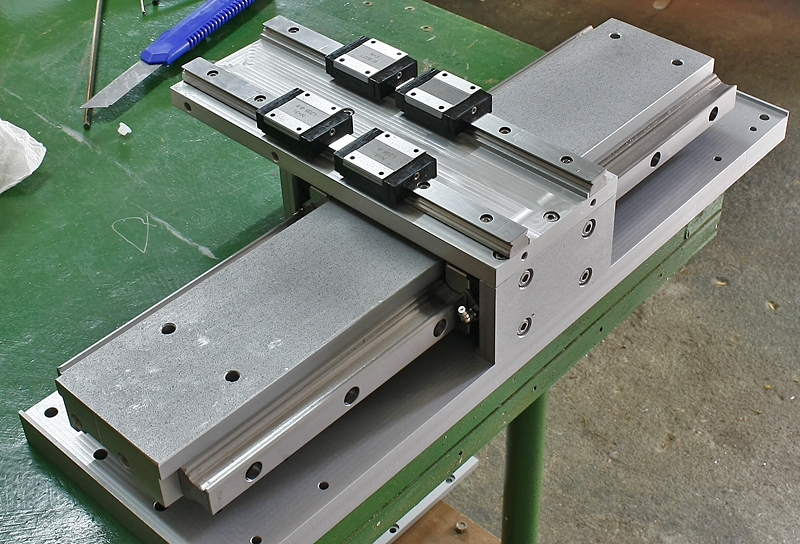
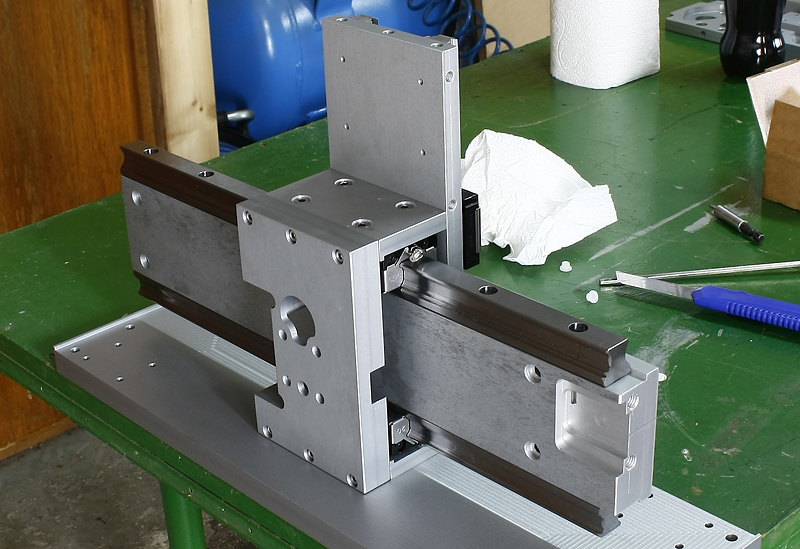
Die Löcher für die größeren Schrittmotore passten leider nicht. Die Ritzel die ich gekauft habe passen leider auch nicht. Offenbar hat Erwin falsche Stepper geliefert. Sowohl Lochabstand als auch Welle passen nicht. Isel lieferte leider eine Feingewinde M6 Mutter nicht und die Festlager sind Müll. Haben sicher 0.3mm axiales Spiel. Da werde ich mir wohl neue bestellen müssen
Spindeln für X und Y Achse kann ich noch nicht montieren. Da fehlen mir noch 4 Teile.
Ansonsten macht das Teil schon schön was her. Ich hoffe die schafft nachher auch ordentlich Späne. Bestimmt
Anbei ein paar Pix

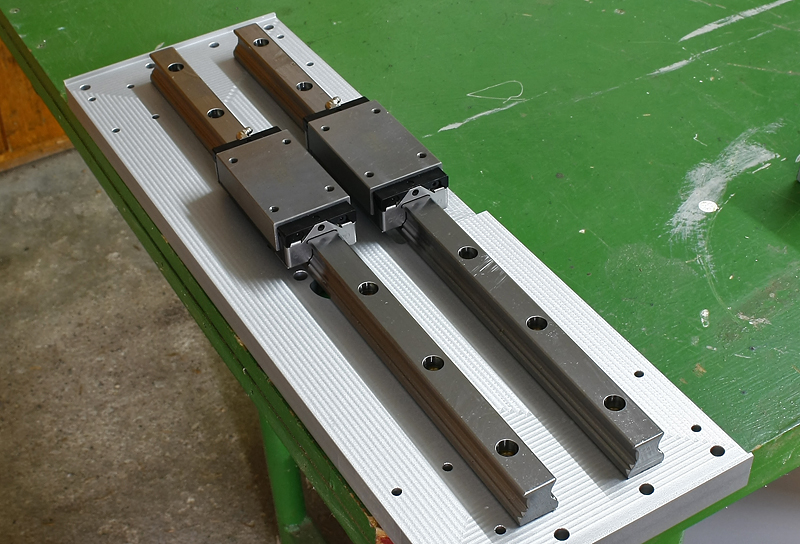



Der Aufbau ging einigermaßen schmerzfrei von statten. Ab und zu mussten ein paar Löcher aufgebohrt werden weil eine Schraube größer oder kleiner dimensioniert werden musste.
Die Löcher für die größeren Schrittmotore passten leider nicht. Die Ritzel die ich gekauft habe passen leider auch nicht. Offenbar hat Erwin falsche Stepper geliefert. Sowohl Lochabstand als auch Welle passen nicht. Isel lieferte leider eine Feingewinde M6 Mutter nicht und die Festlager sind Müll. Haben sicher 0.3mm axiales Spiel. Da werde ich mir wohl neue bestellen müssen
Spindeln für X und Y Achse kann ich noch nicht montieren. Da fehlen mir noch 4 Teile.
Ansonsten macht das Teil schon schön was her. Ich hoffe die schafft nachher auch ordentlich Späne. Bestimmt
Anbei ein paar Pix
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
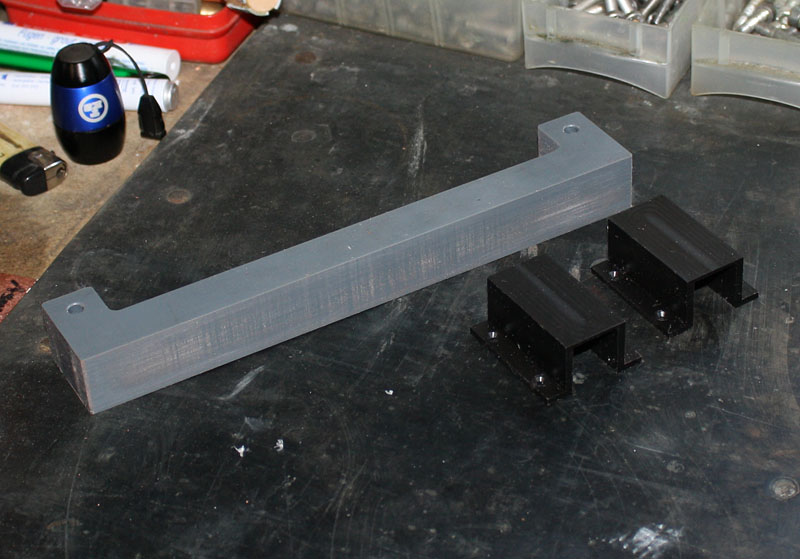
Deine "Neue" sieht gut aus. Die M6 Feingewindemutter kannt du auch selbst machen. Auf das Ergebnis bin ich gespannt, wenn diese fertig ist.
Liesest du die Fundamentteile anfertigen oder hast du diese selbst gemacht?
Liesest du die Fundamentteile anfertigen oder hast du diese selbst gemacht?
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Klasse 


Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Deine Neue gefällt mir sehr.
Hallo,
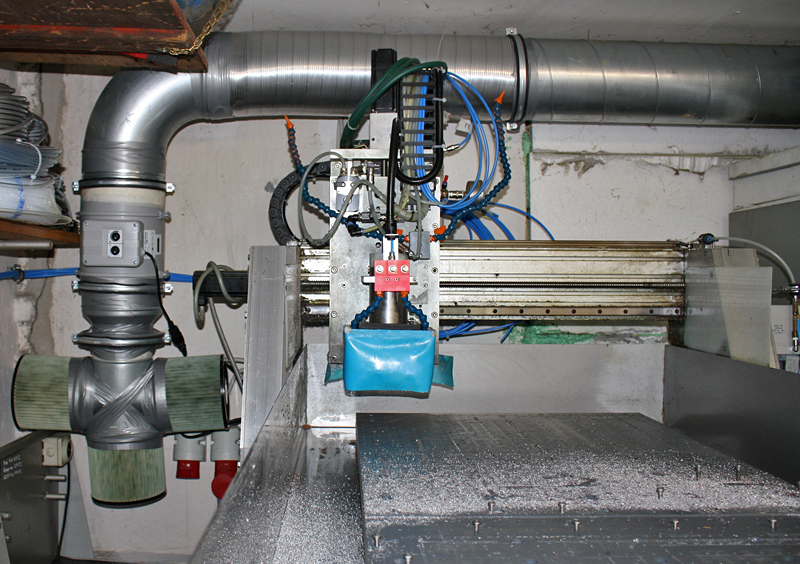
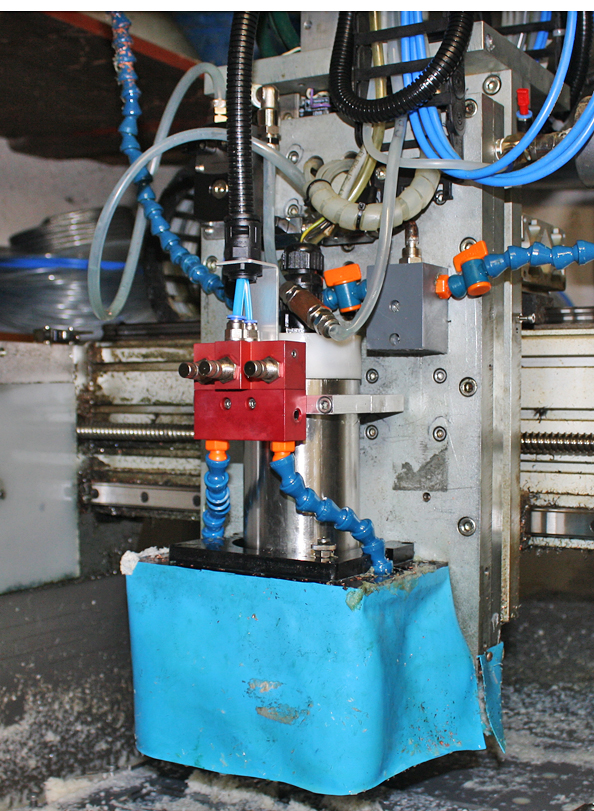
gut Ding will Weile haben... ... wobei, so gut ausgeführt habe ich das als ehemaliger Profi nicht. Man hätte die eine oder andere Schelle mehr setzen können. Man hätte besser planen können sodass man ein 150er Rohr nicht mit einer 200er Schelle befestigen müsste Man hätte mehr mit Bögen arbeiten können anstatt mit Flexrohr. Aber was solls. Das Ziel war nicht die perfekte Ausführung sondern das ist es die Luft von Schmutzpartikeln zu befreien. Das es davon eine ganze Menge in der Luft gibt haben die Filter gezeigt. Ich habe die Anlage schon mal laufen lassen. Mit der Abluft kann man sich richtig die Haare föhnen. Ein Stück Flexrohr fehlt noch...
Nun kann ich theoretisch auch anfangen mit der MMKS zu arbeiten.
Wobei die Einstellung der Düse wirklich ne Qual ist




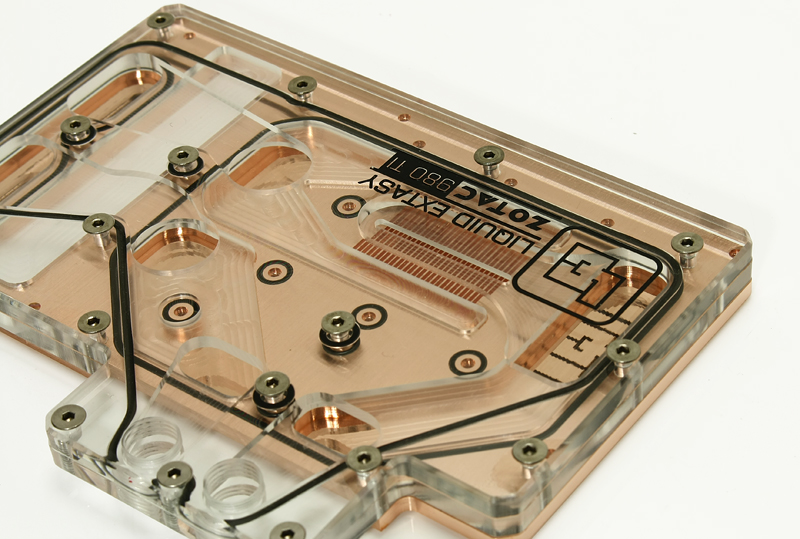
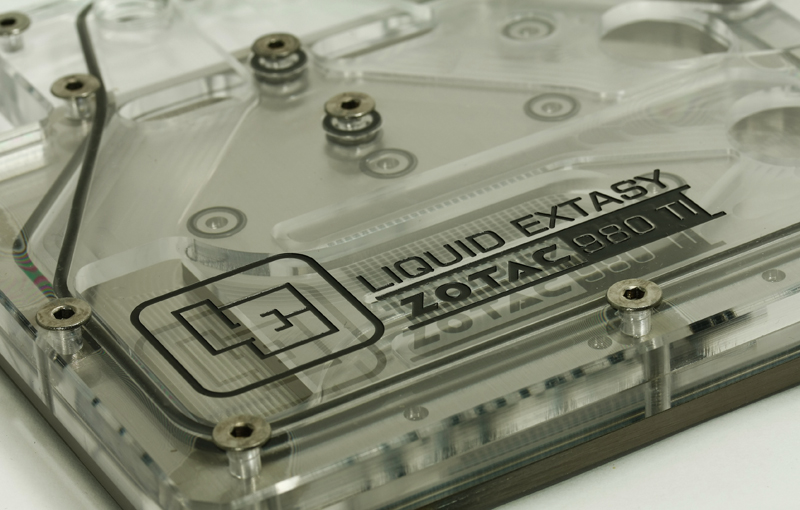
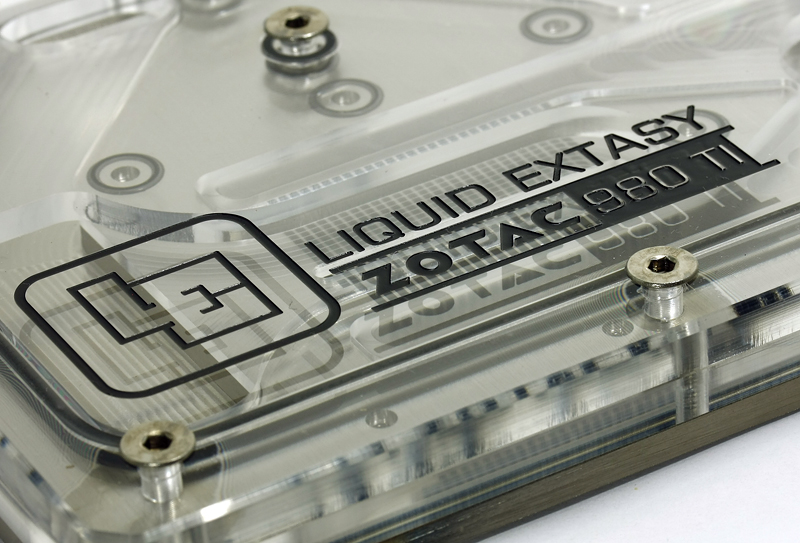
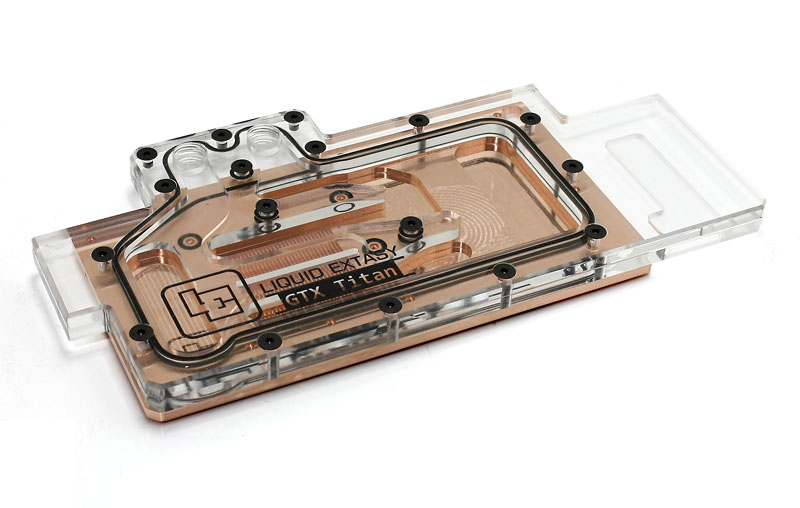
Klappt wirklich gut. Man muss aber genau darauf achten das man auch die optimalen Gravurtiefen einhält.
Graviert man zu wenig, wischt man die Farbe wieder raus. Graviert man zu tief, sieht das Ergebnis nicht optimal aus. Optimale Gravurtiefe liegt bei ~0.2mm.
Ich prüfe demnächst mal ob das auch mit gebürsteten Kupfer gut aussieht. Das Problem wird sein die Teile zu reinigen ohne das man etwas sieht und ohne das etwas oxidiert.
Darüber hinaus wurde auch an die Fräse weitergearbeitet. Die Maschine steht kurz vor der Jungfernfahrt. Während ich noch eine Hand voll Kühler fräse baue ich heute das Gehäuse zusammen und werde die elektronik einbauen. Dann muss nur noch der Kasten verdrahtet und Mach 3 eingerichtet werden.
Die letzten 3 Monate waren für alle Beteiligten eine harte Geduldsprobe und ich werde mich ab nächste Woche mal ein paar Wochen ausruhen müssen.
Ferner muss überlegt werden wie es weiter geht. Die Maschinen sind fast soweit das man das gesammte Kühlerbaukonzept umkrempeln könnte. Und Gesundheitsbedingt auch müsste. Sicher ist das es spätestens im April 2017 eine große Umstellung geben wird.
Abseits der Kühlergeschichte bin ich ja ein großer Freund von Chinaimporten.
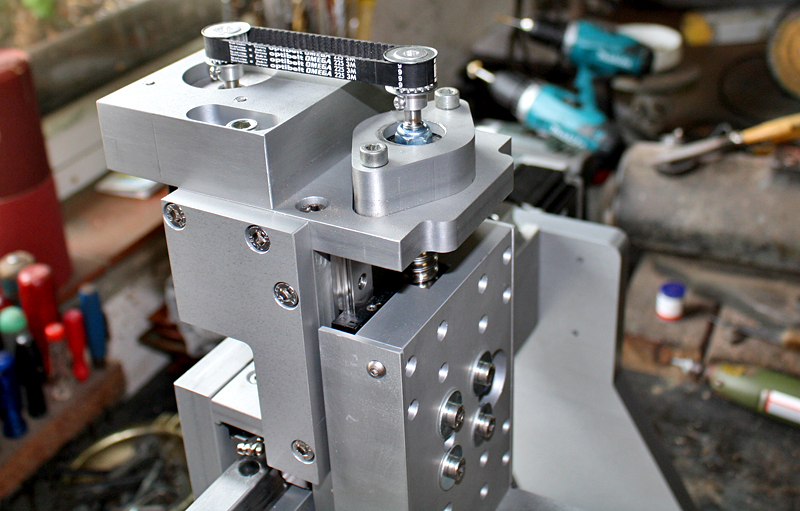
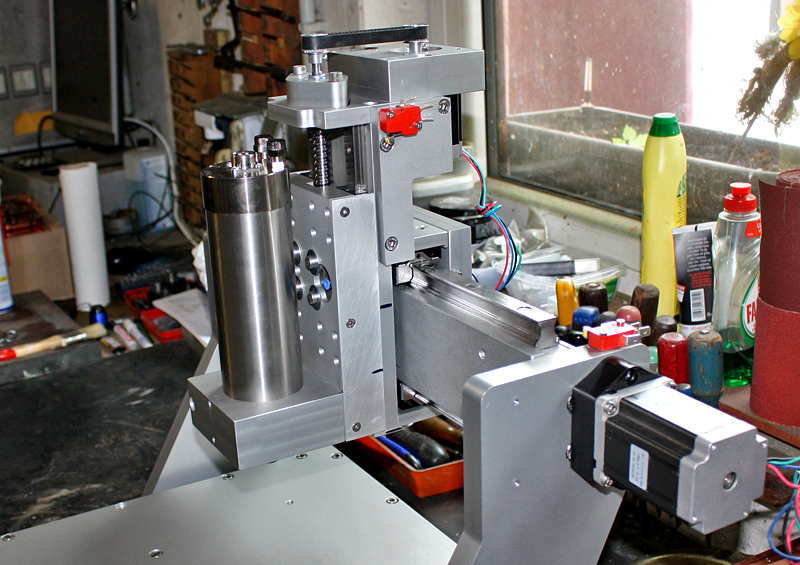
Ich habe mir mal 6 Fabrikate zum TEst bestellt und schaue wo die Stärken und Schwächen liegen. Denn auch eine präzise Frässpindel kann eine schlechte Frässpindel sein. Z.Bsp, wenn das Paket Lager/Welle/Lagerflansch nicht ausreichend stabil ausgelegt ist.
Anbei die ersten Eindrücke.
Probleme:
Es gibt eine Spindel (bei Ebay bezogen) die hat einen Aufkleber mit CE drauf. Wie auf den Bild zusehen ist hat der Anschluss aber nur 3Stk. Pins.
Ich habe eine schlechte Bewertung hinterlassen und angegeben das der Artikel vermutlich gefälscht sei. Strafanzeige wegen Betrugs wird früher oder später gestellt.
Obs was bringt ist egal. Aber irgendwer muss mal ein Zeichen setzen und anführen "SO NICHT".
Der Chinese wundert sich nur und versteht kein Wort. Trotz englischer Kommunikation.
Bei einer Luft gekühlten Spindel ist offenbar etwas mit dem Lagerfalnsch nicht in Ordnung. Zwischen Lagerflanschdeckel und Lagerflansch ist Luft.
Die Genauigkeit stimmt bei nahezu allen Spindeln nicht. Es wurden Werte zwischen 10 und 30µ gemessen
Wellensteifigkeit weicht von Model zu Model ab. Bei der einen oder anderen sind es nur um 3µ bei der einen oder anderen aber auch mal über 10µ.
Das lässt schon darauf schließen das die Spindel mit einer hohen Abweichung keine starken Schnittkräfte veträgt. Die Spindeln sind ja weitgehend nur für Holz zugelassen.
Dafür geht das auch in Ordnung. Wir wollen aber Alu fräsen und suchen die beste und günstigste Spindel dafür.
Fakes:
Ein Bild habe ich mal angehängt mit einen original Chansheng Brand und die andere ist ein Fake. Mal schauen ob sich das Fake besser als das Original schlägt.
Optisch kaum zu erkennen, nur der Lagerflansch und die Lasergravur ist äußerlich unterschiedlich.
Im gesamten machen die Spindeln die man direkt importieren muss, einen besseren Eindruck als die Spindeln die es hier zu kaufen gibt.
Positives:
Hab ich erst mal so nicht wirklich viel zu berichten außer das bei 2 importierten Spindeln der Rundlauffehler auf solides Niveau liegt.
Darüber hinaus ist ersichtlich das Länge, Anschlüsse und die Lagerflansche alle unterschiedlich sind. Auch das Gewicht schwankt teilweise stark.
Es gibt noch 5 weitere Versionen die ich früher oder später testen werde. Ich muss jetzt aber erst mal wieder ein bisschen Geld sammeln.
Getestet werden die Spindeln wohl noch im laufe des Monats. Mit Acryl, Alu und Kupfer.
Das ist zunächst nur eine Momentaufnahme. Ob von 10 Spindeln alle 10 genauso sind wie das vorliegende Fabrikat wage ich zu bezweifeln.
Der neue Zulieferer den ich jetzt habe meinte das das Changsheng Brand hinsichtlich Serienstreuung und Performance sehr gut sein soll.
Da ich Changsheng bereits seid über 2 Jahre importiere kann ich berichten das die Ausfallquote bei 10-20% liegt. Um jede Nachlieferung muss man kämpfen.
Und die letzten beiden defekten Spindeln durfte ich aus eigener Tasche zahlen. Das der Grund warum ich mich andersweitig umschaue.
Darüber hinaus gab es dort auch Spindeln jehnseits der 50µ Marke. Ggü. einiger Nonamefabrikate von mehr als 150µ ist das aber noch sehr gut.
Nachgeschliffen bekommt man die auch auf solides Niveau. Aber der beste Rundlauffehler nützt nichts wenn das Lagerpaket nichts taugt.
Anbei ein paar Bilder.





gut Ding will Weile haben... ... wobei, so gut ausgeführt habe ich das als ehemaliger Profi nicht. Man hätte die eine oder andere Schelle mehr setzen können. Man hätte besser planen können sodass man ein 150er Rohr nicht mit einer 200er Schelle befestigen müsste
Man hätte mehr mit Bögen arbeiten können anstatt mit Flexrohr. Aber was solls. Das Ziel war nicht die perfekte Ausführung sondern das ist es die Luft von Schmutzpartikeln zu befreien. Das es davon eine ganze Menge in der Luft gibt haben die Filter gezeigt. Ich habe die Anlage schon mal laufen lassen. Mit der Abluft kann man sich richtig die Haare föhnen. Ein Stück Flexrohr fehlt noch...Nun kann ich theoretisch auch anfangen mit der MMKS zu arbeiten.
Wobei die Einstellung der Düse wirklich ne Qual ist
Klappt wirklich gut. Man muss aber genau darauf achten das man auch die optimalen Gravurtiefen einhält.
Graviert man zu wenig, wischt man die Farbe wieder raus. Graviert man zu tief, sieht das Ergebnis nicht optimal aus. Optimale Gravurtiefe liegt bei ~0.2mm.
Ich prüfe demnächst mal ob das auch mit gebürsteten Kupfer gut aussieht. Das Problem wird sein die Teile zu reinigen ohne das man etwas sieht und ohne das etwas oxidiert.
Darüber hinaus wurde auch an die Fräse weitergearbeitet. Die Maschine steht kurz vor der Jungfernfahrt. Während ich noch eine Hand voll Kühler fräse baue ich heute das Gehäuse zusammen und werde die elektronik einbauen. Dann muss nur noch der Kasten verdrahtet und Mach 3 eingerichtet werden.
Die letzten 3 Monate waren für alle Beteiligten eine harte Geduldsprobe und ich werde mich ab nächste Woche mal ein paar Wochen ausruhen müssen.
Ferner muss überlegt werden wie es weiter geht. Die Maschinen sind fast soweit das man das gesammte Kühlerbaukonzept umkrempeln könnte. Und Gesundheitsbedingt auch müsste. Sicher ist das es spätestens im April 2017 eine große Umstellung geben wird.
Abseits der Kühlergeschichte bin ich ja ein großer Freund von Chinaimporten.
Ich habe mir mal 6 Fabrikate zum TEst bestellt und schaue wo die Stärken und Schwächen liegen. Denn auch eine präzise Frässpindel kann eine schlechte Frässpindel sein. Z.Bsp, wenn das Paket Lager/Welle/Lagerflansch nicht ausreichend stabil ausgelegt ist.
Anbei die ersten Eindrücke.
Probleme:
Es gibt eine Spindel (bei Ebay bezogen) die hat einen Aufkleber mit CE drauf. Wie auf den Bild zusehen ist hat der Anschluss aber nur 3Stk. Pins.
Ich habe eine schlechte Bewertung hinterlassen und angegeben das der Artikel vermutlich gefälscht sei. Strafanzeige wegen Betrugs wird früher oder später gestellt.
Obs was bringt ist egal. Aber irgendwer muss mal ein Zeichen setzen und anführen "SO NICHT".
Der Chinese wundert sich nur und versteht kein Wort. Trotz englischer Kommunikation.
Bei einer Luft gekühlten Spindel ist offenbar etwas mit dem Lagerfalnsch nicht in Ordnung. Zwischen Lagerflanschdeckel und Lagerflansch ist Luft.
Die Genauigkeit stimmt bei nahezu allen Spindeln nicht. Es wurden Werte zwischen 10 und 30µ gemessen
Wellensteifigkeit weicht von Model zu Model ab. Bei der einen oder anderen sind es nur um 3µ bei der einen oder anderen aber auch mal über 10µ.
Das lässt schon darauf schließen das die Spindel mit einer hohen Abweichung keine starken Schnittkräfte veträgt. Die Spindeln sind ja weitgehend nur für Holz zugelassen.
Dafür geht das auch in Ordnung. Wir wollen aber Alu fräsen und suchen die beste und günstigste Spindel dafür.
Fakes:
Ein Bild habe ich mal angehängt mit einen original Chansheng Brand und die andere ist ein Fake. Mal schauen ob sich das Fake besser als das Original schlägt.
Optisch kaum zu erkennen, nur der Lagerflansch und die Lasergravur ist äußerlich unterschiedlich.
Im gesamten machen die Spindeln die man direkt importieren muss, einen besseren Eindruck als die Spindeln die es hier zu kaufen gibt.
Positives:
Hab ich erst mal so nicht wirklich viel zu berichten außer das bei 2 importierten Spindeln der Rundlauffehler auf solides Niveau liegt.
Darüber hinaus ist ersichtlich das Länge, Anschlüsse und die Lagerflansche alle unterschiedlich sind. Auch das Gewicht schwankt teilweise stark.
Es gibt noch 5 weitere Versionen die ich früher oder später testen werde. Ich muss jetzt aber erst mal wieder ein bisschen Geld sammeln.
Getestet werden die Spindeln wohl noch im laufe des Monats. Mit Acryl, Alu und Kupfer.
Das ist zunächst nur eine Momentaufnahme. Ob von 10 Spindeln alle 10 genauso sind wie das vorliegende Fabrikat wage ich zu bezweifeln.
Der neue Zulieferer den ich jetzt habe meinte das das Changsheng Brand hinsichtlich Serienstreuung und Performance sehr gut sein soll.
Da ich Changsheng bereits seid über 2 Jahre importiere kann ich berichten das die Ausfallquote bei 10-20% liegt. Um jede Nachlieferung muss man kämpfen.
Und die letzten beiden defekten Spindeln durfte ich aus eigener Tasche zahlen. Das der Grund warum ich mich andersweitig umschaue.
Darüber hinaus gab es dort auch Spindeln jehnseits der 50µ Marke. Ggü. einiger Nonamefabrikate von mehr als 150µ ist das aber noch sehr gut.
Nachgeschliffen bekommt man die auch auf solides Niveau. Aber der beste Rundlauffehler nützt nichts wenn das Lagerpaket nichts taugt.
Anbei ein paar Bilder.
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Aha!
Es sind doch Lagerpaare aus schweizer Produktion oder irre ich mich da?Aber der beste Rundlauffehler nützt nichts wenn das Lagerpaket nichts taugt.
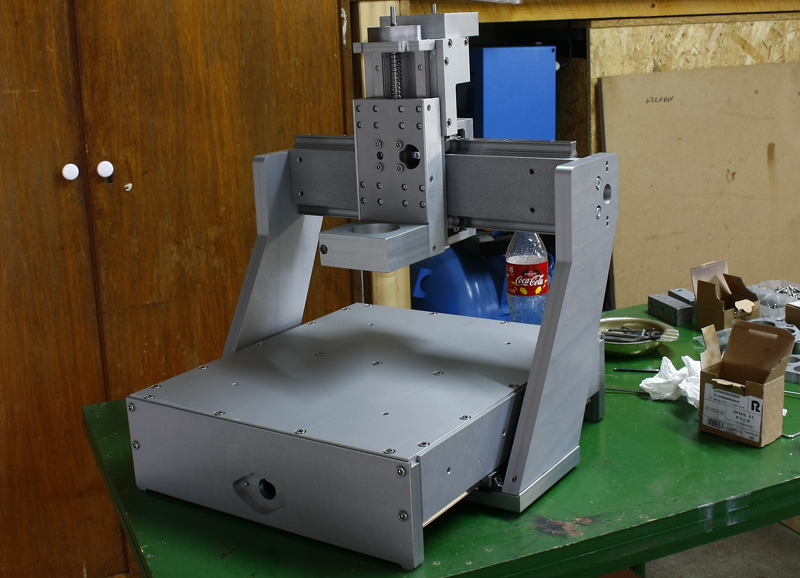
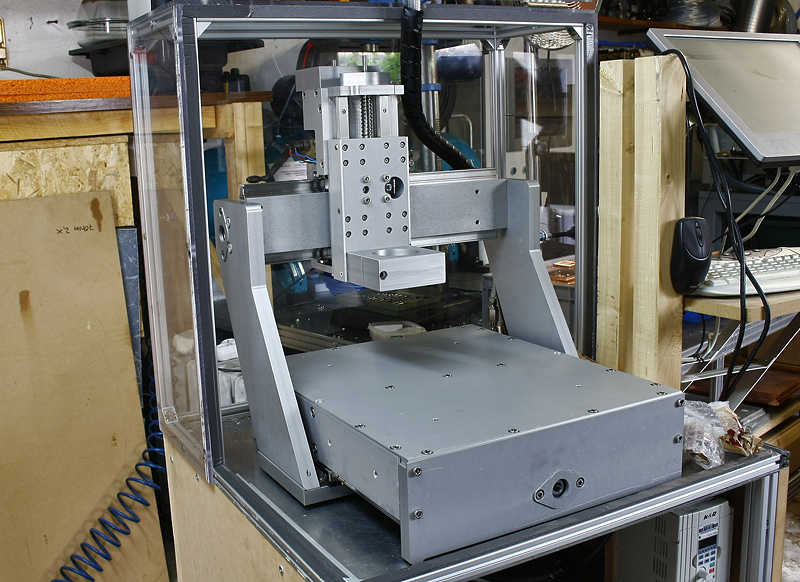
Viel fehlt jetzt nicht mehr.
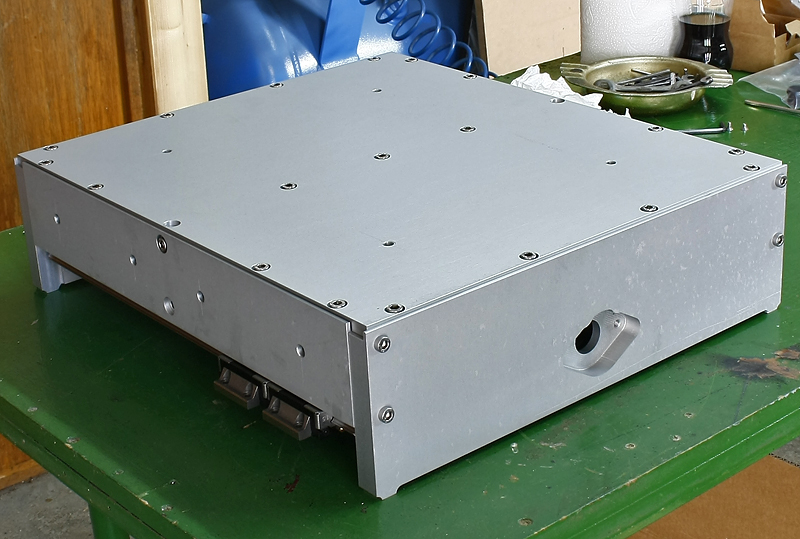
Theoretisch nur noch den Schaltkasten verkabeln, und oben die Kabel anschließen und verlegen.
Danach Mach3 konfigurieren und loslegen.
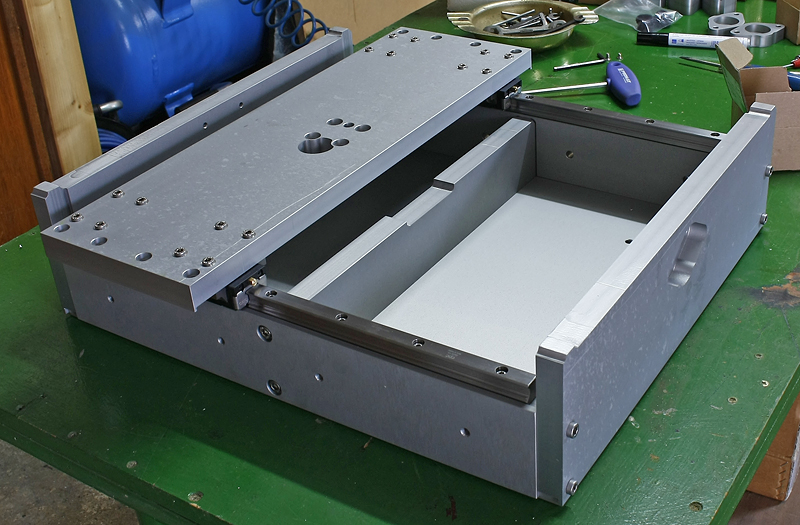
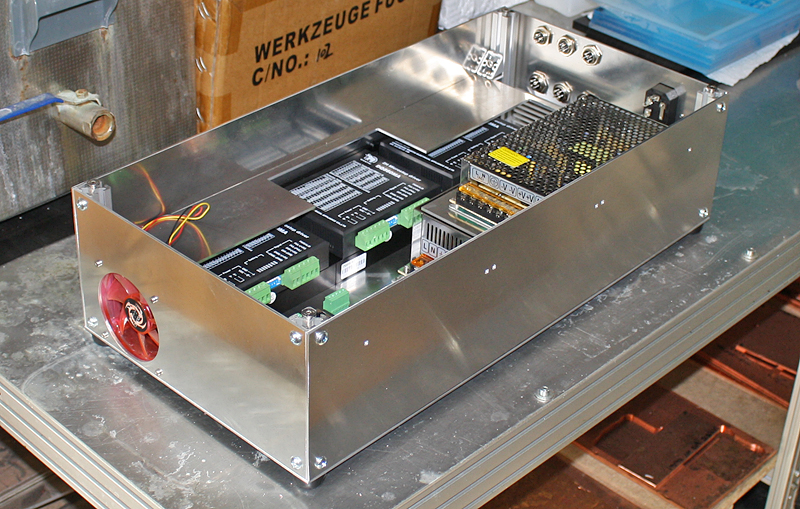
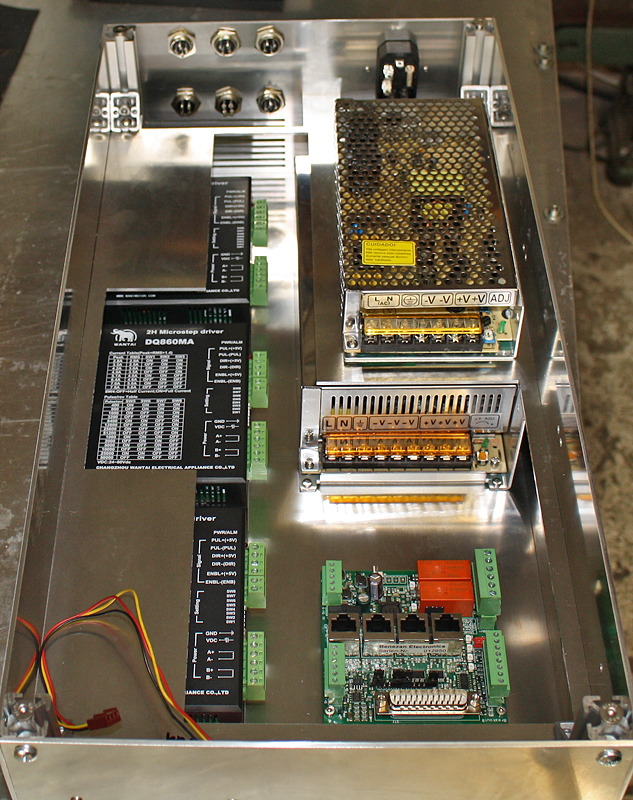
Ich habe nebenbei ein Gehäuse für die Elektronik gefräßt und schon alles eingebaut. Die Opferplatte wurde vorbereitet und montiert.
Schleppkette wurde verlegt und schon mal die Kabel eingeführt. Das MDE Schmiersystem ist auch schon installiert, aber noch nicht eingestellt.
Wenn nichts verrutscht kann nächstes Wochenende schon gefräßt werden. Das ist auch nötig da ich im September wieder viele Kühler fräsen muss und die Bf20 mal für eine Woche ausfällt.
Das Bob muss repariert werden und ein Ersatzbob gibts nicht mehr -.-
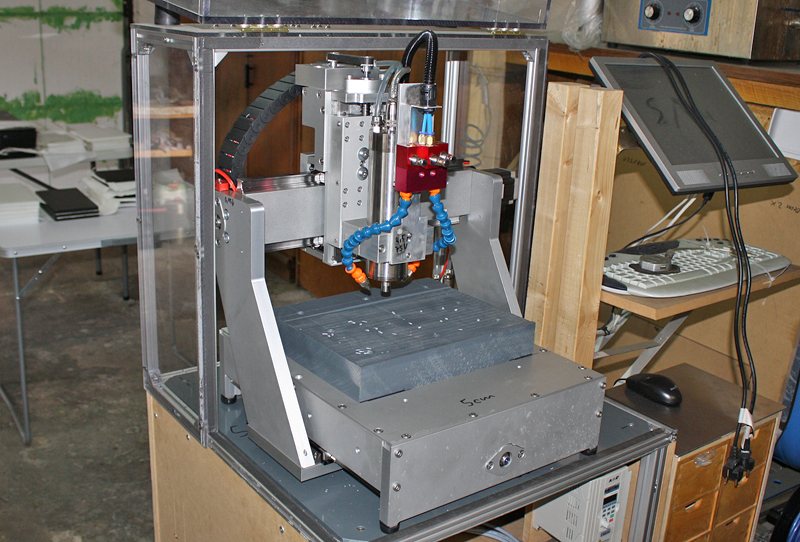


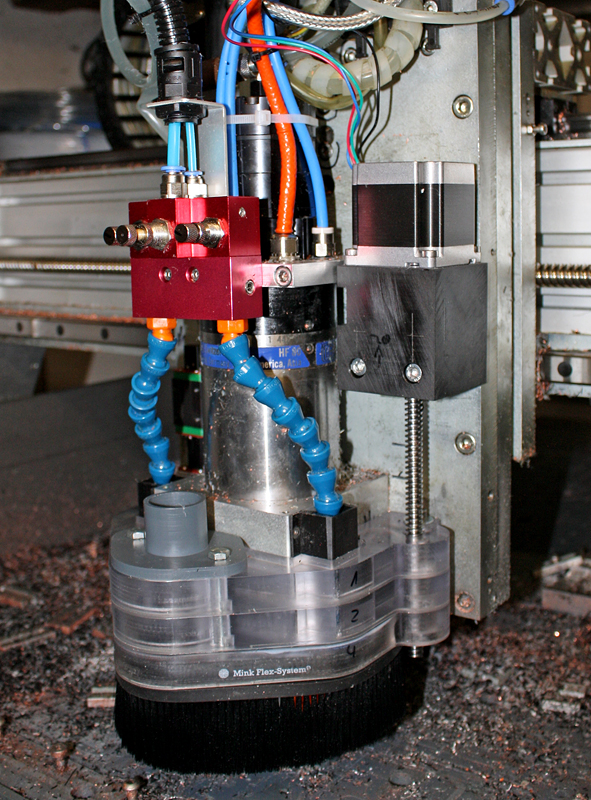
Darüber hinaus wurde auf der großen Maschine eine MMKS installiert. Das MDE System von Dynacut. Das ist ein Tröpfchenschmierer und verspricht nicht zu nebeln. Da ich dem gegenüber skeptisch bin habe ich mir auch des wegen die Absaugung gebaut.
Das MDE System arbeitet so an sich gut. Allerdings ist es extrem schwer die richtige Einstellung zu finden. Entweder säuft es einen die Hare vom Kopf (1L für 3h) oder es kommt gar nichts raus.
Aktuell habe ich schon ca 2 L verbraucht und ich habe noch immer nicht die korrekte Einstellung gefunden. Damit werde ich noch den einen oder anderen Tag arbeiten müssen ehe das alles solide läuft. Und dann werden Testfräsungen gemacht werden müssen ob ich mit diesen System auch die µChannels fräsen kann.

Nächste Woche gibts dann wieder ein großes Update von Wasserkühlern.
Theoretisch nur noch den Schaltkasten verkabeln, und oben die Kabel anschließen und verlegen.
Danach Mach3 konfigurieren und loslegen.
Ich habe nebenbei ein Gehäuse für die Elektronik gefräßt und schon alles eingebaut. Die Opferplatte wurde vorbereitet und montiert.
Schleppkette wurde verlegt und schon mal die Kabel eingeführt. Das MDE Schmiersystem ist auch schon installiert, aber noch nicht eingestellt.
Wenn nichts verrutscht kann nächstes Wochenende schon gefräßt werden. Das ist auch nötig da ich im September wieder viele Kühler fräsen muss und die Bf20 mal für eine Woche ausfällt.
Das Bob muss repariert werden und ein Ersatzbob gibts nicht mehr -.-
Darüber hinaus wurde auf der großen Maschine eine MMKS installiert. Das MDE System von Dynacut. Das ist ein Tröpfchenschmierer und verspricht nicht zu nebeln. Da ich dem gegenüber skeptisch bin habe ich mir auch des wegen die Absaugung gebaut.
Das MDE System arbeitet so an sich gut. Allerdings ist es extrem schwer die richtige Einstellung zu finden. Entweder säuft es einen die Hare vom Kopf (1L für 3h) oder es kommt gar nichts raus.
Aktuell habe ich schon ca 2 L verbraucht und ich habe noch immer nicht die korrekte Einstellung gefunden. Damit werde ich noch den einen oder anderen Tag arbeiten müssen ehe das alles solide läuft. Und dann werden Testfräsungen gemacht werden müssen ob ich mit diesen System auch die µChannels fräsen kann.
Nächste Woche gibts dann wieder ein großes Update von Wasserkühlern.
Hallo,
zu den Kühlern gibt es leider keine Neuigkeiten. Dafür hatte ich noch keine Zeit.
Die Zeit habe ich primär genutzt um kleinere Probleme in der Organisation und Fertigung auszumerzen. Darüber hinaus ging sehr viel Zeit für die Inbetriebnahme der neuen kleinen HSC Fräse drauf.
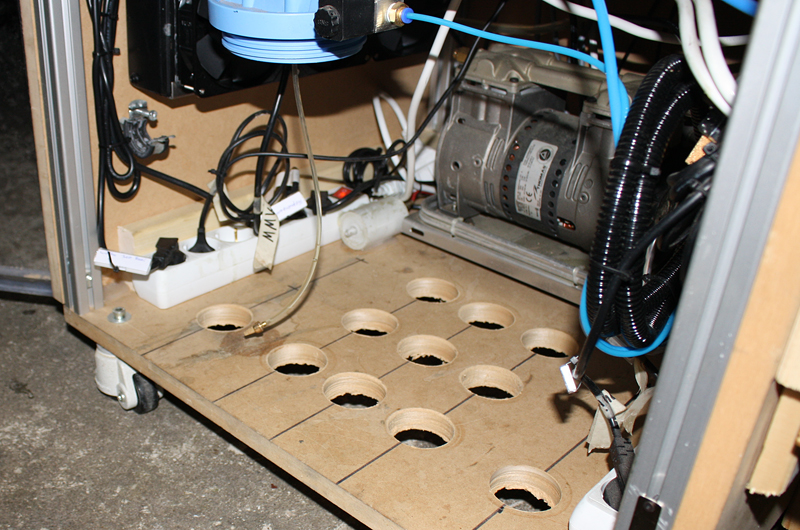
Nun ist der 360er Monstaradi mit 3 Lüftern montiert. Darüber hinaus mussten im Boden Bohrungen angebracht werden sodass die ganzen Lüfter auch Luft ziehen können.
Temperatur liegt aktuell bei ca 45°C Spindelgehäuse ohne Last + die Abwärme der MMKS. Das sind keine Traumwerte, aber es ist ok. Unter Last im Hochsommer liege ich dann bei Ca 60°C. Dieser fette Radi ist bei dieser Spindel auf jeden Fall Pflicht.
Irgendwo steckt noch der Wurm in der X Achse. Speziell der Referenzschalter. Er schaltet nicht. Aber er schaltete schon mal
Vectorsteuerung ist im FU aus. Wenn ich die aktiviere geht der FU in den Fehlermodus. Noch keine Ahnung woran es liegt.
Und das Dynacut MDE Schmiersystem will schon wieder nicht so wie es soll. Heute bei der Plexitestfräsung war alles pfurztrocken.
Also Alle Ventile nochmal kräftig aufgedreht. Beim nächsten Teil werde ich sehen ob da nun was raus kommt oder nicht.
Ich denke mal jetzt schon.
Da die Maschine Doppelt so schnell arbeiten soll wie meine anderen Maschinen, darf dem zu Folge auch doppelt so viel Schmiermittel aus der Düse kommen.
Meinetwegen darf es sich sogar um Faktor 2 erhöhen. Dann reiche ich mit 1L Schmiermittel noch immer einige Wochen.
Mal gucken... 1L muss eine Woche halten, egal wie. Notfalls eben wider mit Fogbuster!
Die Maschine arbeitet im gesamten sehr leise! Bin begeistert. Operplatte ist nun auch fertig.

Des weiteren wünschte ich mir ein bisschen Krach beim arbeiten und da habe ich mir einen Aktivlautsprecher gebaut.
Das einzige was mir wichtig war das ich einen Equalizer mit an Board habe um die schlechte Qualität des Lautsprechers etwas verzerren kann.
Und das ich den Lautsprecher mit den Smartphone bedienen kann.
Als Lautsprecher wurde es ein billiger MC Voice Lautsprecher. 2x 16er Bässe + eine Hochtonkalotte.
Darüber hinaus ein 2x50W Verstärker der auch Bluetooth hat und ein Artec 7Band EQ.
Der Lautsprecher an sich ist ganz großer Mist. Als ob Oma vor einen Lautsprecher steht und den Schall mit einer Badewanne abfängt.
Wenn man es etwas lauter macht wackelte und schnurrte das Gehäuse. Also Leisten bestellt und Leisten hinten angeklebt.
Mit den 7Band EQ und den Software EQ des Smartphones bekommt man brauchbaren Sound heraus. Nicht sehr laut, kein Tiefbass, aber im gesamten passabel.
Käbel gibts nicht viele. Nur ein Klinke vom Smartphone zum Verstärker, ein Stromkabel sowie ein Mini USB Kabel damit das Smartphone immer Saft bekommt.
Rückblickend hätte ich mir einen fertigen Aktivlautsprecher mit Bluetooth holen sollen. Hätte mir Zeit und Arbeit gespart. Und womöglich hätte ich unten rum etwas mehr bums gehabt. Ich denke für 200€ könnte man sowas erwarten. Da wäre dann auch kein Extra Hardware EQ nötig gewesen. Mal wieder am falschen Ende gespart. Klappt jedes mal wenn man sparen will Hinter her ist man aber immer schlauer...



zu den Kühlern gibt es leider keine Neuigkeiten. Dafür hatte ich noch keine Zeit.
Die Zeit habe ich primär genutzt um kleinere Probleme in der Organisation und Fertigung auszumerzen. Darüber hinaus ging sehr viel Zeit für die Inbetriebnahme der neuen kleinen HSC Fräse drauf.
Nun ist der 360er Monstaradi mit 3 Lüftern montiert. Darüber hinaus mussten im Boden Bohrungen angebracht werden sodass die ganzen Lüfter auch Luft ziehen können.
Temperatur liegt aktuell bei ca 45°C Spindelgehäuse ohne Last + die Abwärme der MMKS. Das sind keine Traumwerte, aber es ist ok. Unter Last im Hochsommer liege ich dann bei Ca 60°C. Dieser fette Radi ist bei dieser Spindel auf jeden Fall Pflicht.
Irgendwo steckt noch der Wurm in der X Achse. Speziell der Referenzschalter. Er schaltet nicht. Aber er schaltete schon mal
Vectorsteuerung ist im FU aus. Wenn ich die aktiviere geht der FU in den Fehlermodus. Noch keine Ahnung woran es liegt.
Und das Dynacut MDE Schmiersystem will schon wieder nicht so wie es soll. Heute bei der Plexitestfräsung war alles pfurztrocken.
Also Alle Ventile nochmal kräftig aufgedreht. Beim nächsten Teil werde ich sehen ob da nun was raus kommt oder nicht.
Ich denke mal jetzt schon.
Da die Maschine Doppelt so schnell arbeiten soll wie meine anderen Maschinen, darf dem zu Folge auch doppelt so viel Schmiermittel aus der Düse kommen.
Meinetwegen darf es sich sogar um Faktor 2 erhöhen. Dann reiche ich mit 1L Schmiermittel noch immer einige Wochen.
Mal gucken... 1L muss eine Woche halten, egal wie. Notfalls eben wider mit Fogbuster!
Die Maschine arbeitet im gesamten sehr leise! Bin begeistert. Operplatte ist nun auch fertig.
Des weiteren wünschte ich mir ein bisschen Krach beim arbeiten und da habe ich mir einen Aktivlautsprecher gebaut.
Das einzige was mir wichtig war das ich einen Equalizer mit an Board habe um die schlechte Qualität des Lautsprechers etwas verzerren kann.
Und das ich den Lautsprecher mit den Smartphone bedienen kann.
Als Lautsprecher wurde es ein billiger MC Voice Lautsprecher. 2x 16er Bässe + eine Hochtonkalotte.
Darüber hinaus ein 2x50W Verstärker der auch Bluetooth hat und ein Artec 7Band EQ.
Der Lautsprecher an sich ist ganz großer Mist. Als ob Oma vor einen Lautsprecher steht und den Schall mit einer Badewanne abfängt.
Wenn man es etwas lauter macht wackelte und schnurrte das Gehäuse. Also Leisten bestellt und Leisten hinten angeklebt.
Mit den 7Band EQ und den Software EQ des Smartphones bekommt man brauchbaren Sound heraus. Nicht sehr laut, kein Tiefbass, aber im gesamten passabel.
Käbel gibts nicht viele. Nur ein Klinke vom Smartphone zum Verstärker, ein Stromkabel sowie ein Mini USB Kabel damit das Smartphone immer Saft bekommt.
Rückblickend hätte ich mir einen fertigen Aktivlautsprecher mit Bluetooth holen sollen. Hätte mir Zeit und Arbeit gespart. Und womöglich hätte ich unten rum etwas mehr bums gehabt. Ich denke für 200€ könnte man sowas erwarten. Da wäre dann auch kein Extra Hardware EQ nötig gewesen. Mal wieder am falschen Ende gespart. Klappt jedes mal wenn man sparen will
Hinter her ist man aber immer schlauer...
Hallo,
ich lebe noch. Gerade noch so. Wie der eine oder andere sicherlich mitbekommen hat muss ich die Produktion von Wasserkühlern aus gesundheitlichen Gründen vorübergehend einstellen.
Das Problem ist das die Produktion von Wasserkühlern und die Entwicklung und Fertigung neuer Maschinen nicht unter einen Hut zu bekommen war. Die Folge für euch sind hohe Lieferzeiten und für mich erhöhter Stress woraus gesundheitliche Probleme resultieren.
Aktuell liege ich mehr im Bett als alles andere. Ich habe bereits das fünfte mal diesen Jahres einen Virus eingehandelt und mache gerade meine zweite Imunkur bin in 6 Monaten weil mein Imunsystem am Ende ist. Weil gar nichts tun auch nicht gut ist, habe ich die letzten Tage zumindest die Bilder der letzten Fertigung vorbereitet. Die Bilder hätten eigentlich schon vor 3 Monate veröffentlicht werden sollen. Aber wie erwähnt war es zeitlich leider nicht möglich.
Ich mache in den nächsten 2 Monaten primär meine Maschinen fertig sodass ich mich ab nächstes Jahr nicht mehr um Maschinen und Vorrichtungen kümmern muss. So kann ich mich dann zu 100% auf die Produktion beschränken. Es wird zwar noch eine Galvanik kommen, aber das kriege ich fix bin in einer Woche hin.
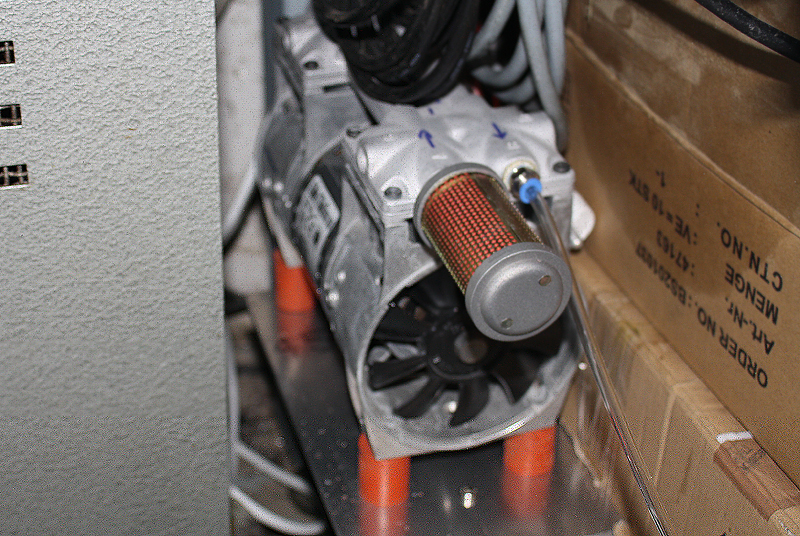
In den letzten Monaten blieb ich nicht untätig. Ich habe noch einmal genauer über die Luftfilteranlage nachgedacht und werde noch 3Stück H13 Filter nachschalten. Ich vertraue den Staubsaugerfiltern nicht 100%. Im Dezember weiß ich da aber mehr wenn ich die Filter wechsle. Sind die Rotorblätter des Lüfters sauber, kommt auch wirklich nichts durch. So wie es eigentlich versprochen wurde.
Hinsichtlich WZW Projekt gibt es auch kleine Fortschritte. Es sind nun alle Werkzeugaufnahmen da. Inkl. Fahrion UP Spannzangen für alle benötigten Werkzeuge. Ich will zusehen das ich im Dezember den Kompressor fertig stellen kann sowie das WZW Magazin bauen kann. Dann schauen wir mal im Januar ob auch alles sachgemäß funktioniert. Das erzähl ich zwar schon 2 Jahre, aber gut Ding will weile haben Die Kosten des WZW Projektes betragen im übrigen ca. 14500€. Davon betrugen die Kosten für Spindel und FU gerade mal 3000€. Geplant waren ursprünglich 6000-8000€. Das ist heftig!!! Und wenn die Spindel kaputt ist, kostet es ca. 3000€ für eine Instandsetzung. Also Daumen drücken das alles hervorragend funktioniert. Wenn nicht sind Spindel und Werkzeugaufnahmen Schrott. Die Werkzeugaufnahmen waren das teuerste an der Geschichte. Ca 6000€. Das ist der Faktor den ich im wesentlichen Unterschätzt habe. Aber gut, ist Geschichte. Zumindest kann ich dann mit 20 verschiedenen Werkzeugen fleißig Späne produzieren.
Die neue kleine HSC Fräse läuft super. Leider nicht perfekt. Verantwortlich dafür ist der Tröpfchenschmierer von Dynacut. Da ich nur mit maximal 1.2bar Luftdruck arbeiten kann, bläst es mir nicht die Späne aus der Nut. Das bedeutet das ich weniger zustellen darf damit die Späne sachgemäß abgeführt werden können. Ferner habe ich dünnflüssige und dickflüssige Schmiermittel auf dem System getestet. Dickflüssigere Schmiermittel lassen sich besser auftragen. Ist nun nicht so einfach das richtige Schmiermittel zu finden. Denn ich brauche Schmiermittel welches sich auch leicht entfernen lassen und nicht die Oberflächen angreifen. Darüber hinaus bin ich mit der Maschine sehr zu frieden. Es fehlt zwar noch etwas Drehmoment an der Frässpindel, aber die kriege ich durch Vector mit einen neuen FU. Der FU liegt bereits seid einigen Wochen hier.
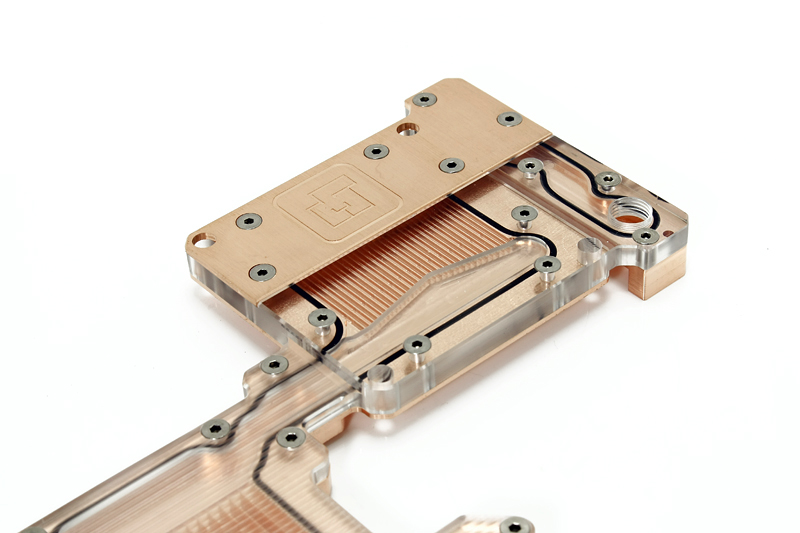
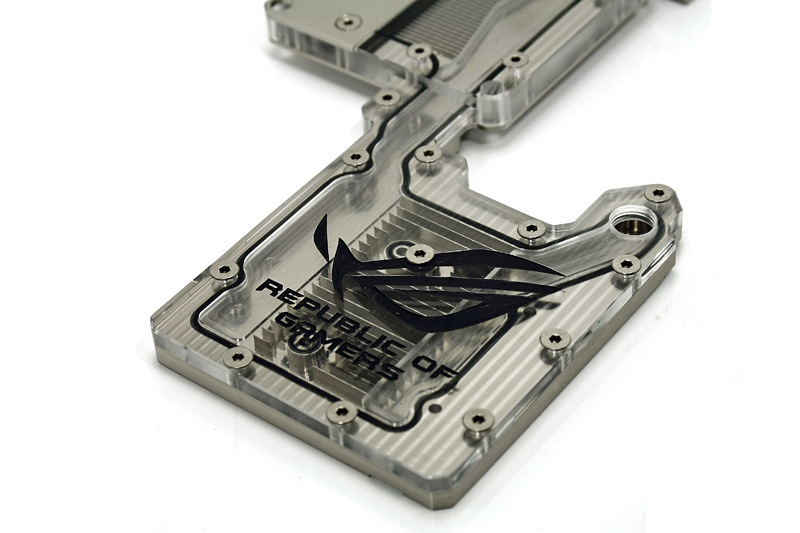
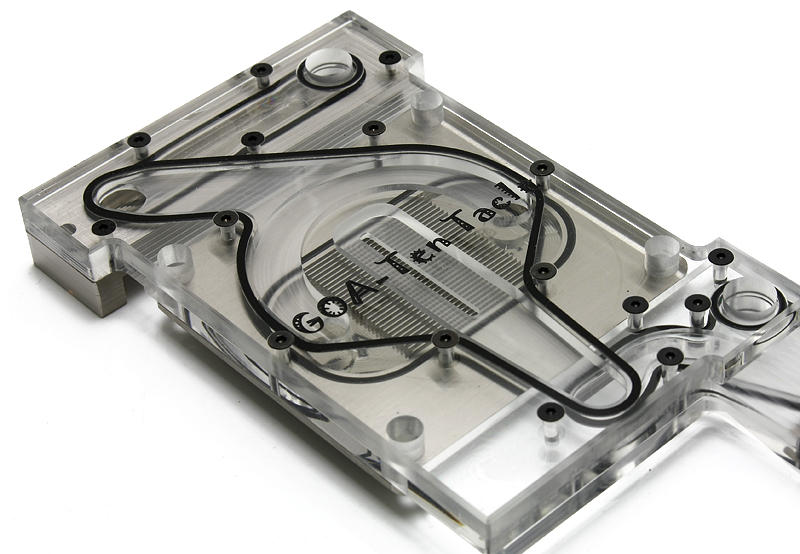
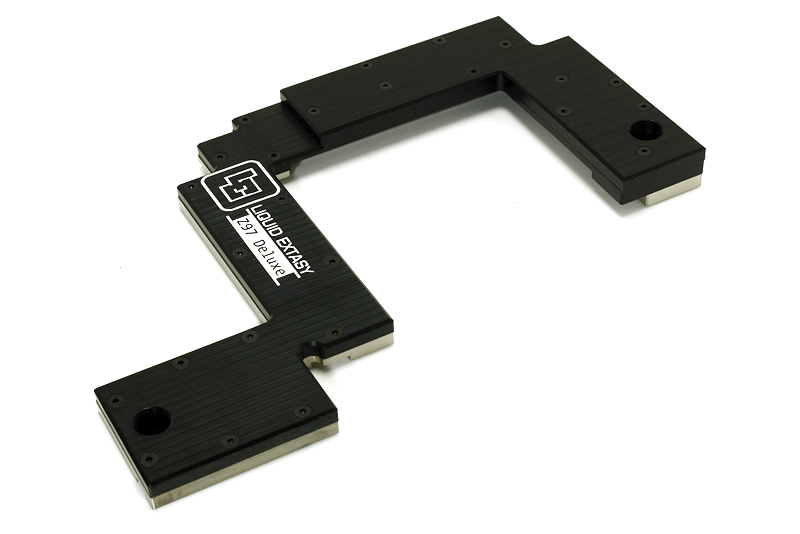
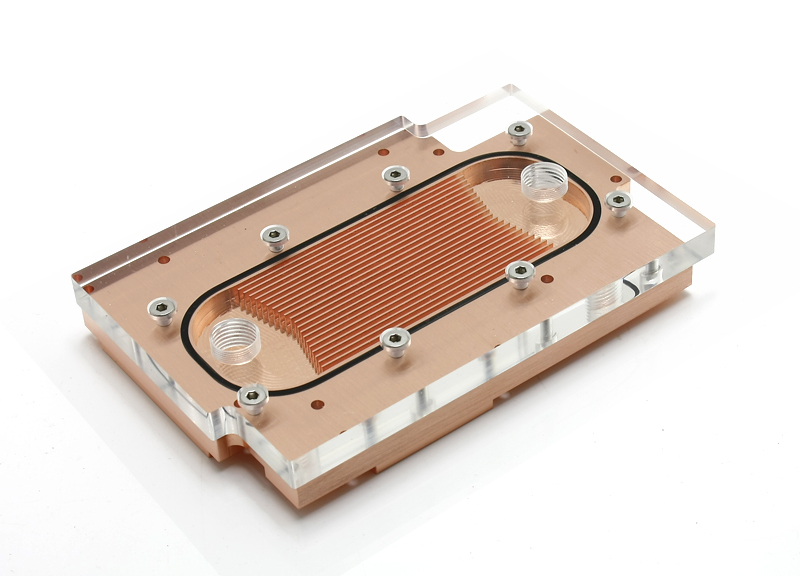
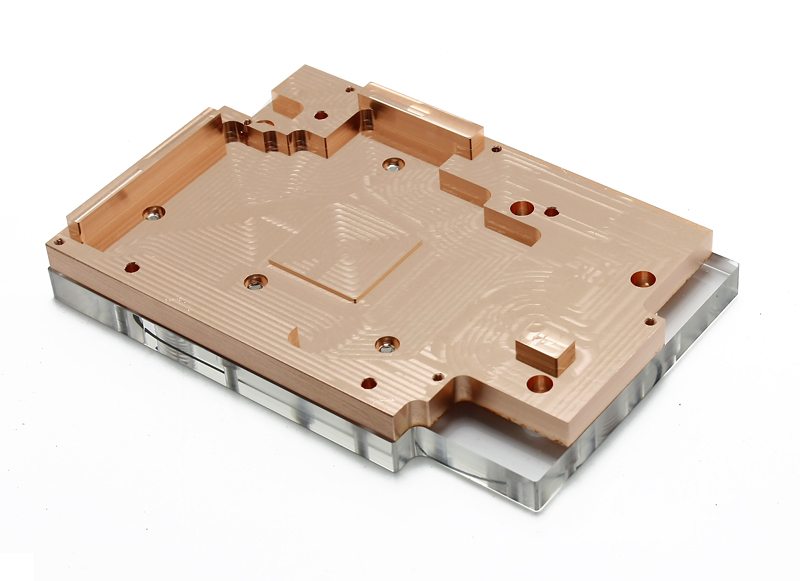
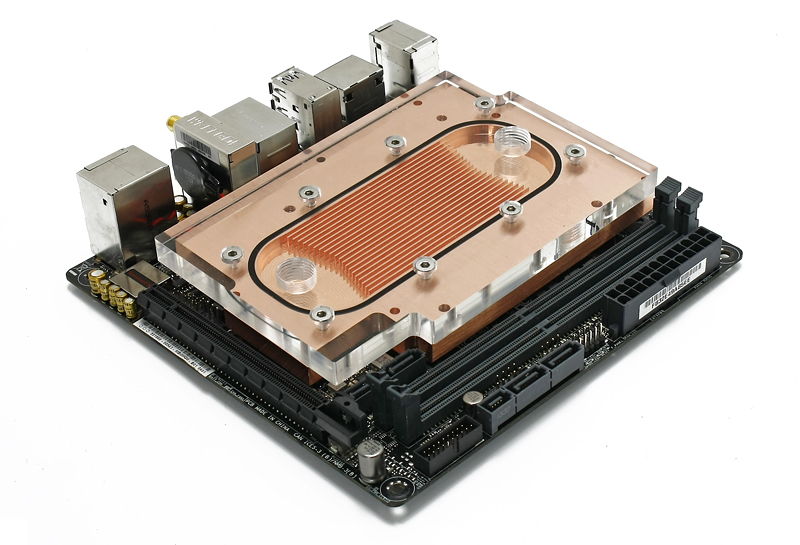
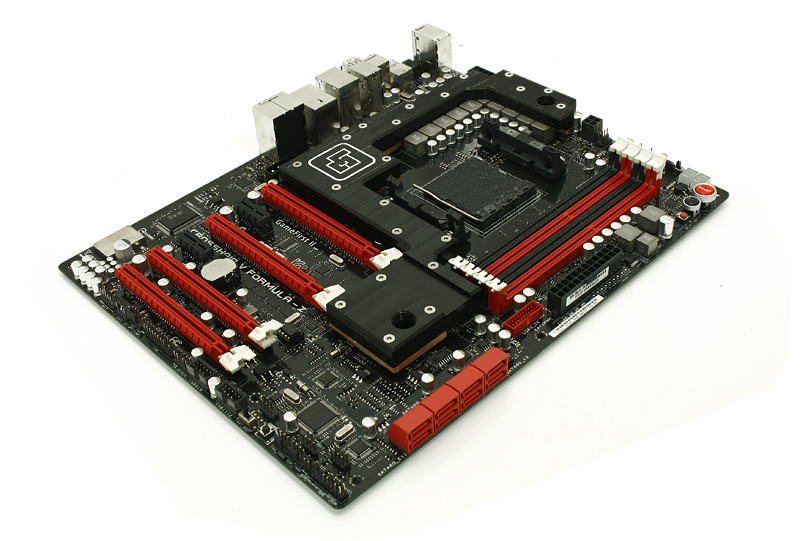
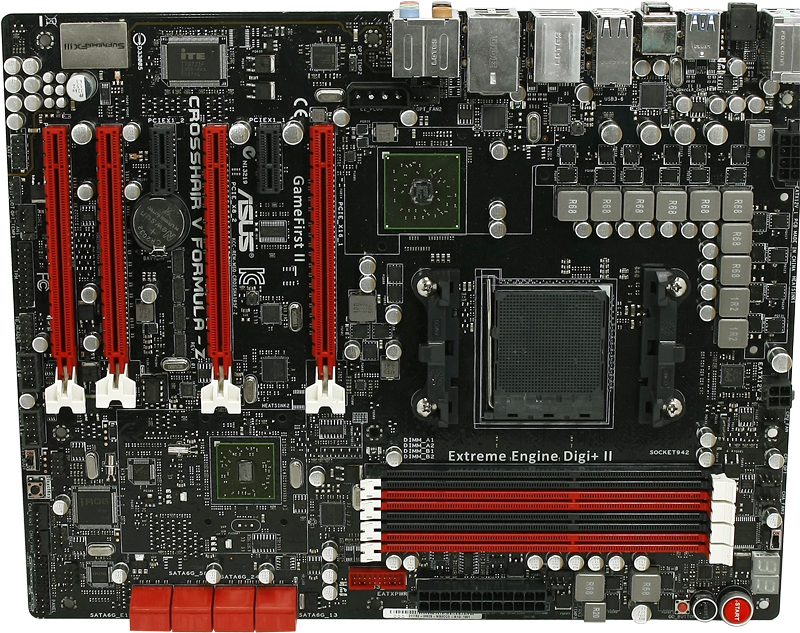
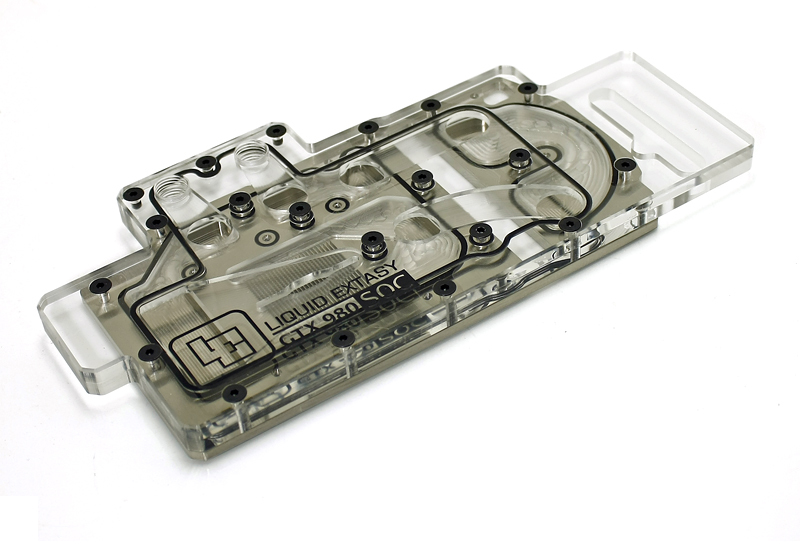
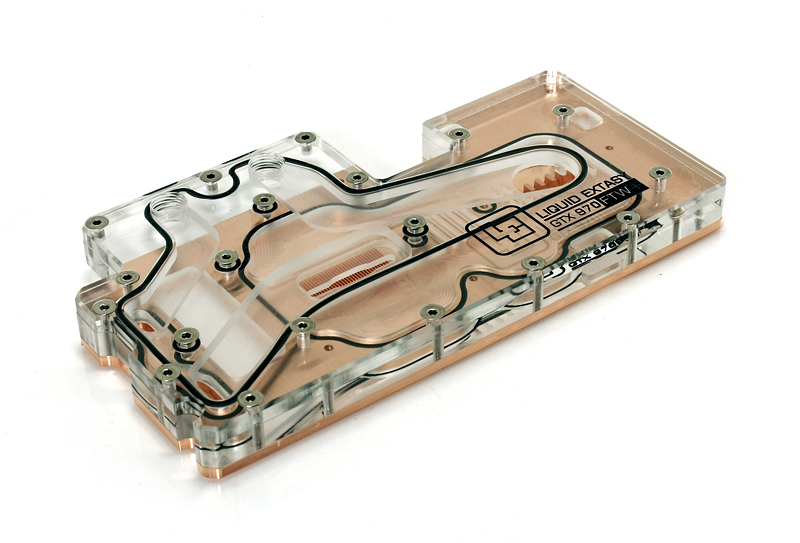
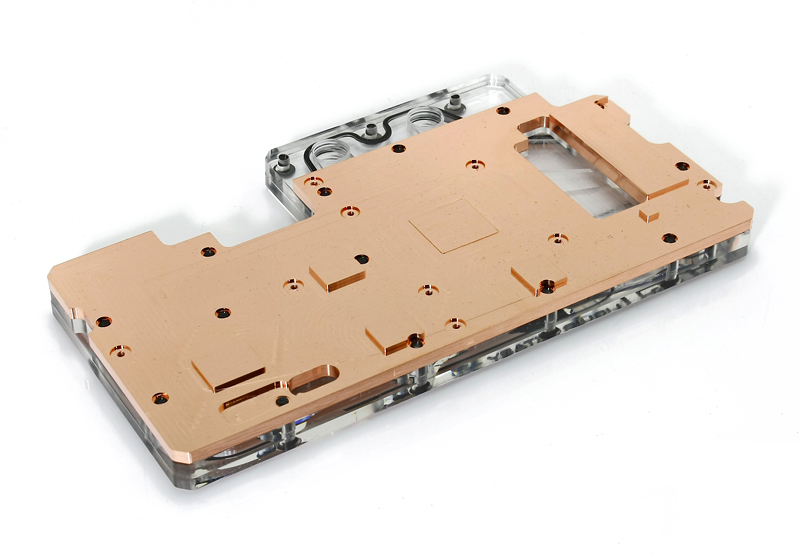
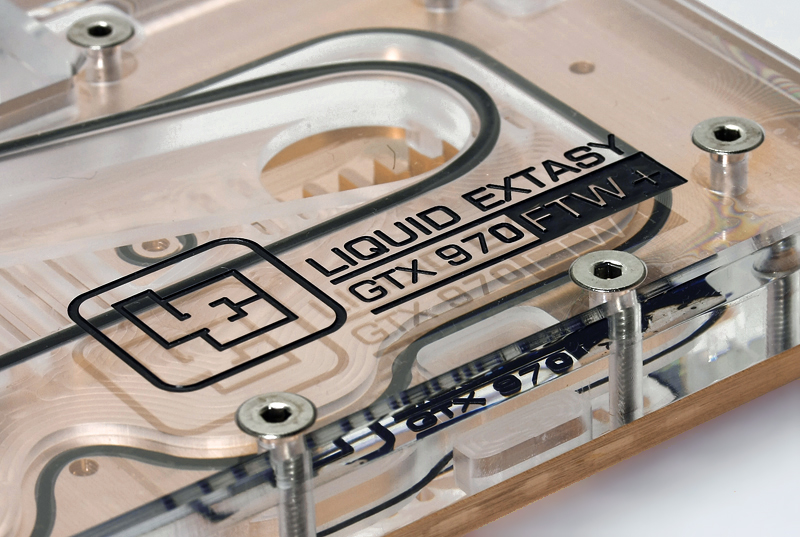
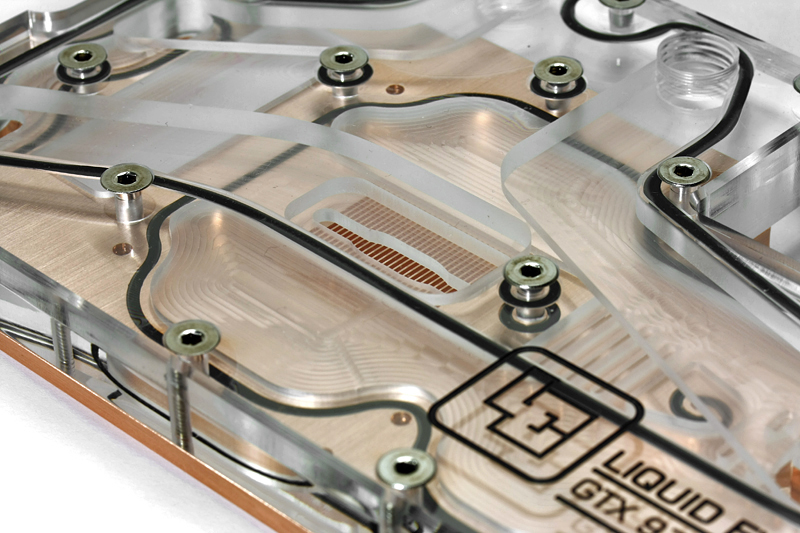
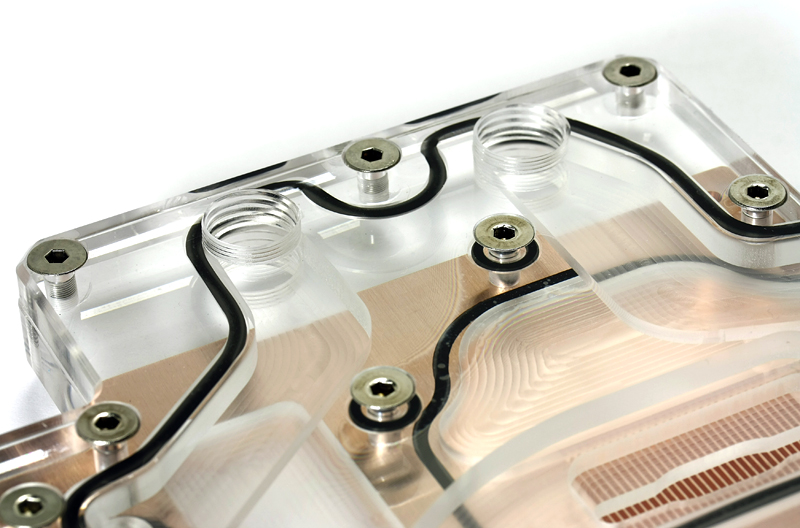
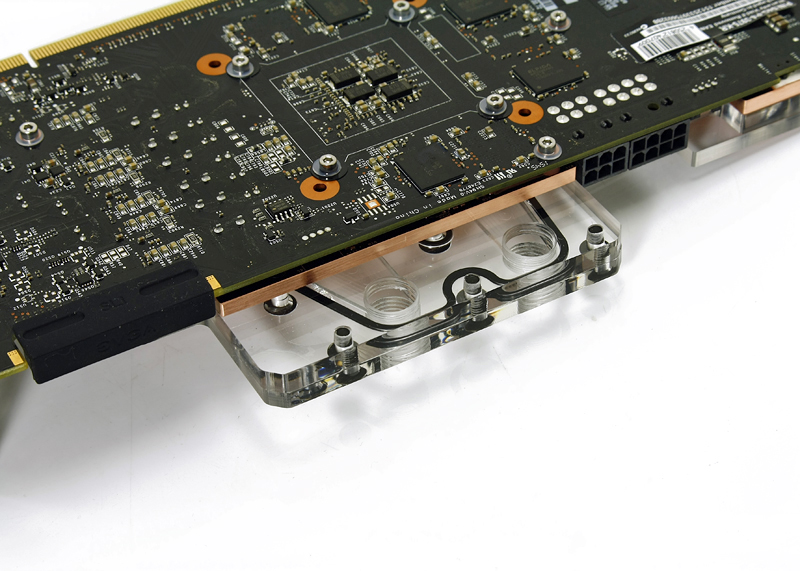
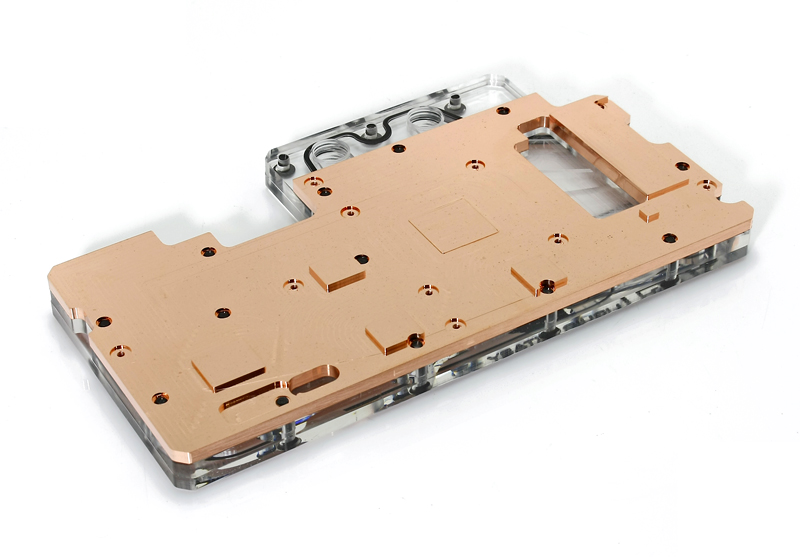
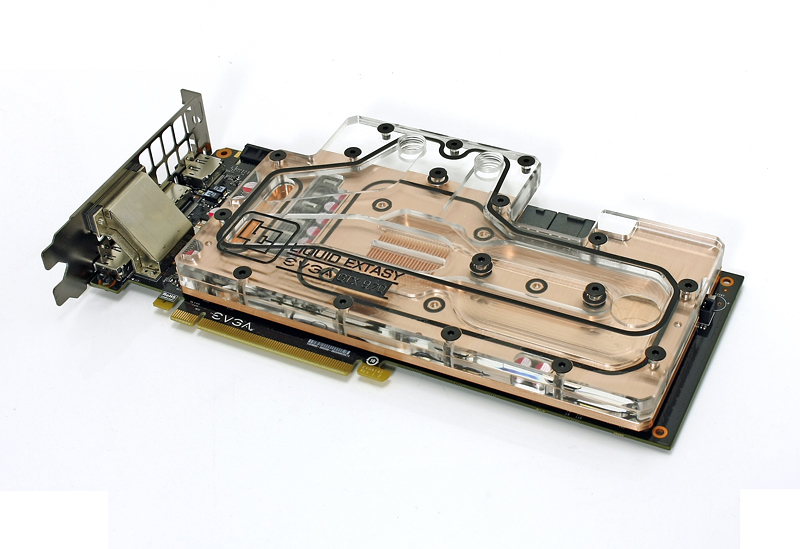
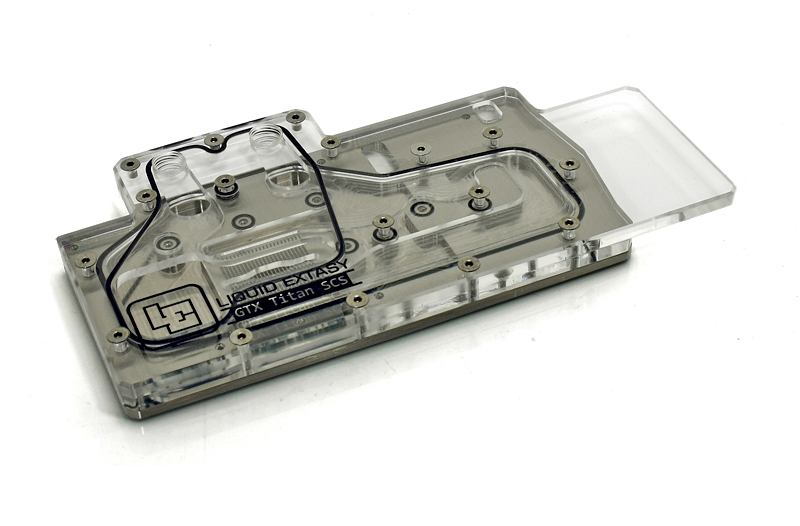
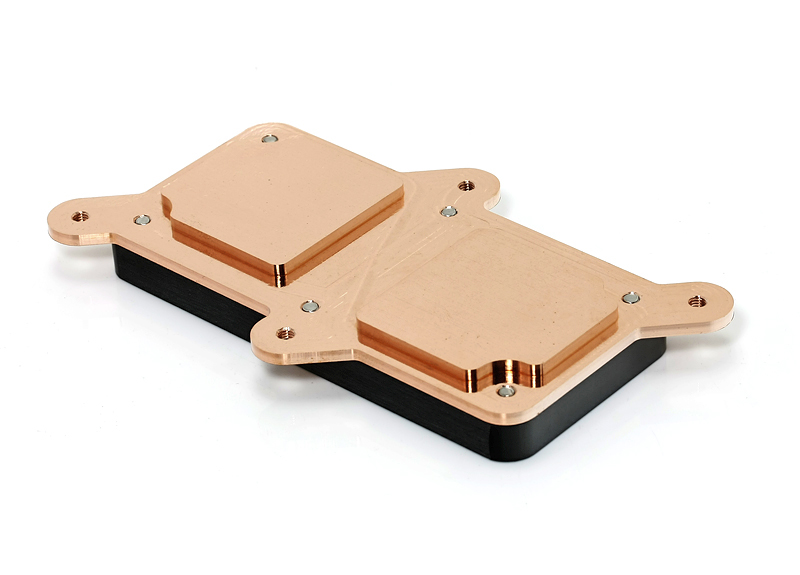
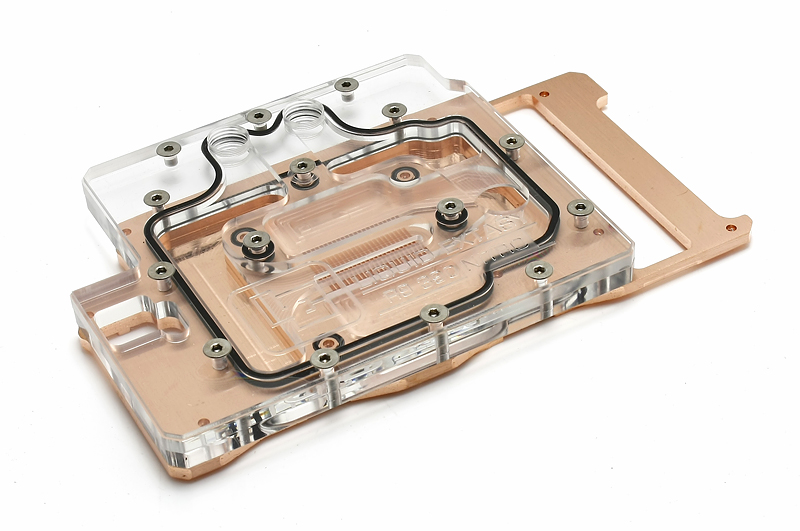
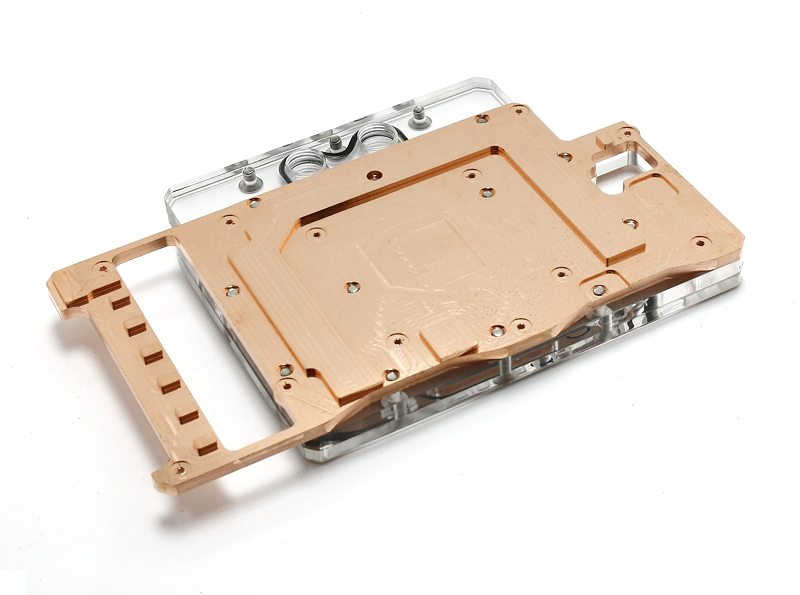
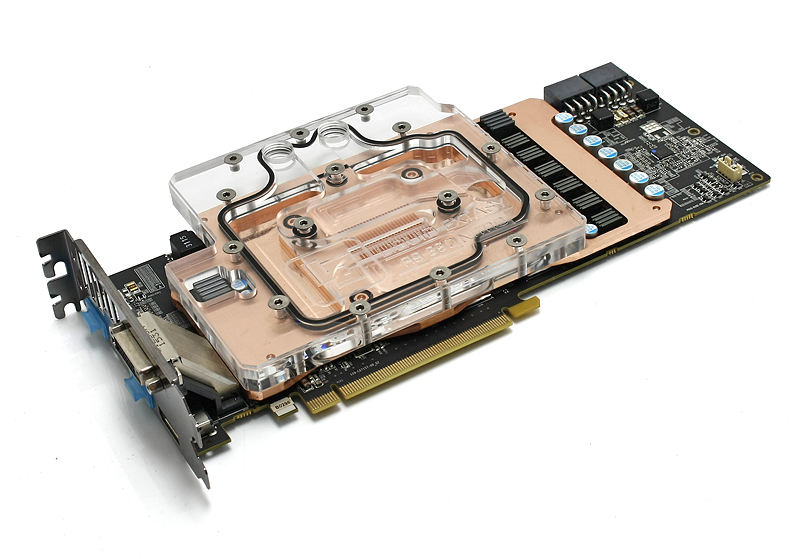
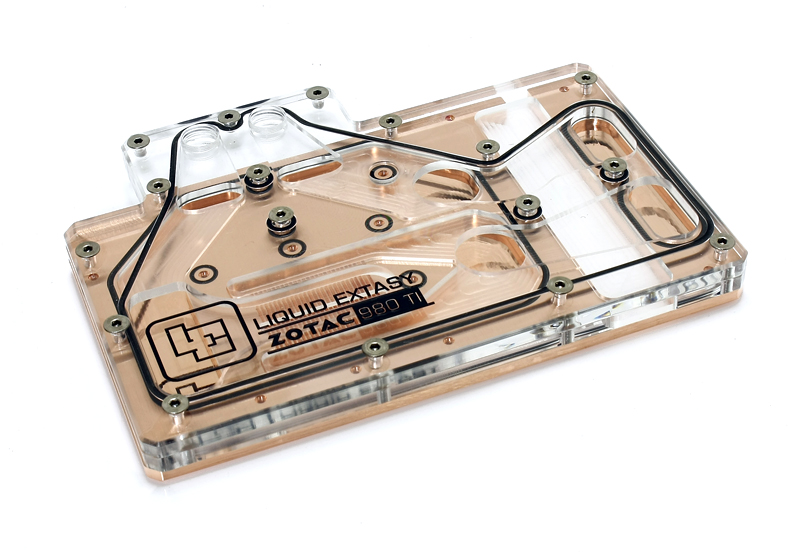
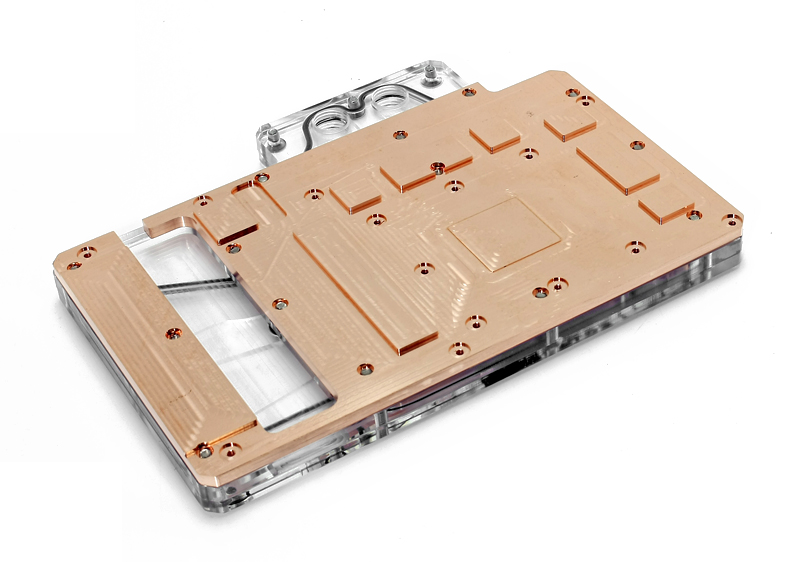
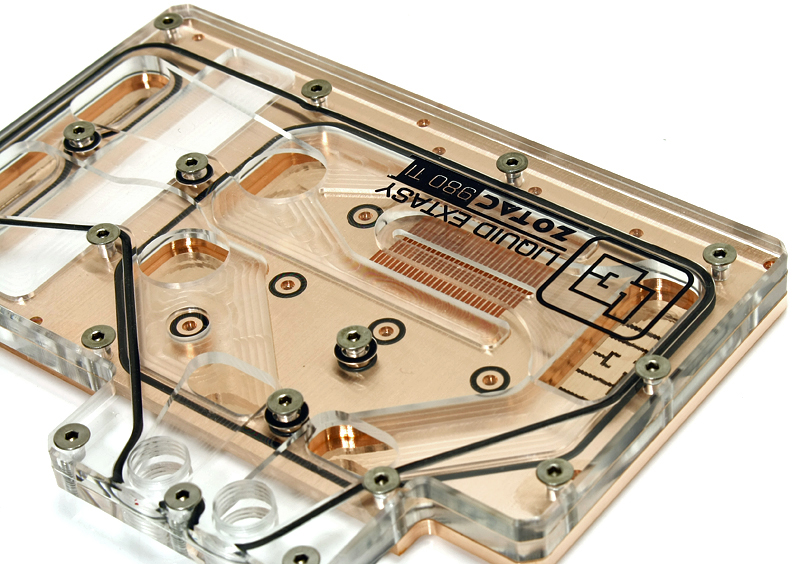
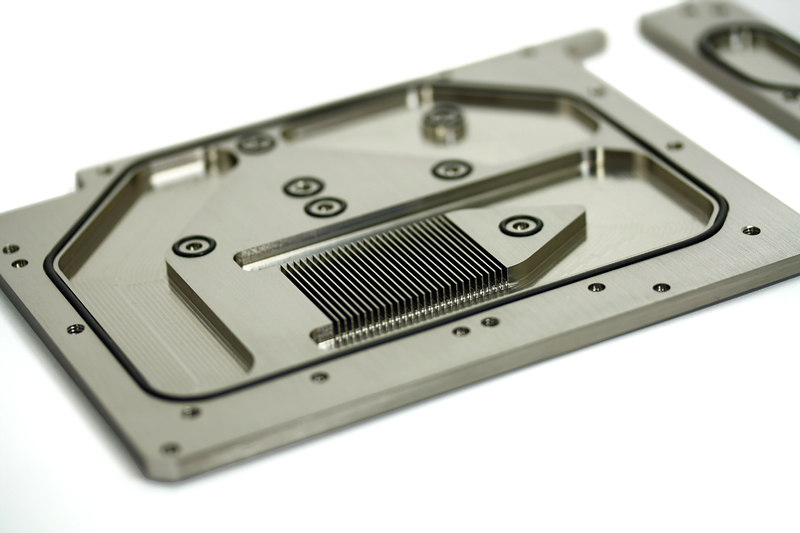
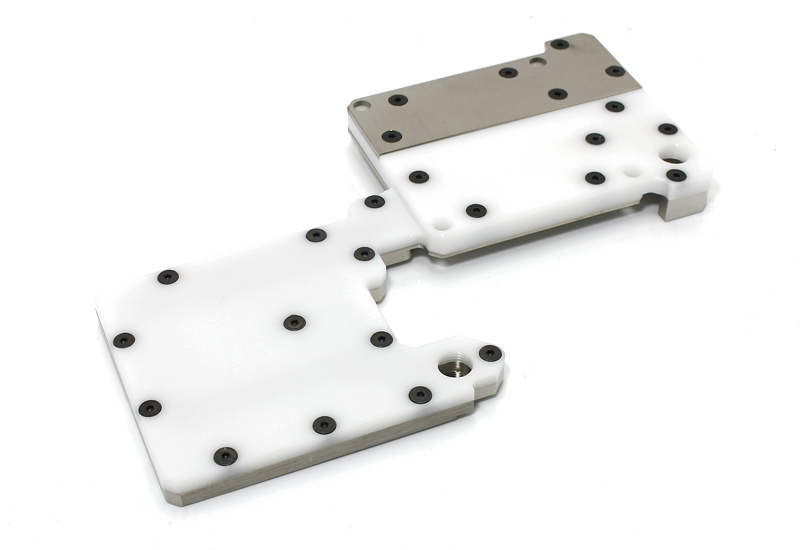
Bei Wasserkühlern gibts auch ein paar Neuigkeiten. Im August habe ich 4 neue Wasserkühler ausgeliefert. Wasserkühler für Asus Crosshair 5 Z, EVGA GeForce GTX 970 SSC GAMING ACX 2.0+, Sapphire R390 Nitro und Sapphire R390 Nitro. Darüber hinaus gibt es ne ganze Menge Kühler die darüber hinaus noch produziert wurden. So gut wie alle Kühler haben nun eine farbige Gravur. Die Gravur kann auf Anfrage in sämtlichen Farben ausgelegt werden. Einige Bilder wird man fortlaufend sehen. Die Ergebnisse waren recht gut.
Darüber hinaus wird in Zukunft auch an weiteren Kühlern gearbeitet. Asus GTX 1070 -O8G, Asus Mars 2, GTX Titan X, Palit GTX1080 Jetstream 8G. Das laut aktuellen Stand. Sollten weitere Samples eintrudeln wird die Liste entsprechend erweitert. Wie es weitergehen wird weiß noch niemand so richtig. Sicher ist das die Produktion bis Januar zunächst eingestellt wird. Die Wahrscheinlichkeit ist hoch das ich ende November oder Dezemer noch eine Hand voll Kühler nachfertigen muss. Danach muss man weiter sehen. Die eingeschränkte Produktion könnte sich bis zum April und darüber hinaus erstrecken und im ungünstigsten Fall wird die Produktion komplett eingestellt.
Aktuell geht es mir ohne die Produktion besser und ich schaue mich mit einen Auge nach einen Stressfreieren Markt um. So ist geplant die Frässpindelgeschichte auszubauen und mit einer Website für die Entwicklung und Produktion von Tischtennishölzern. Bei beiden Projekten gab es in den letzten 8 Wochen hervorragende Neuerscheinungen und Erkenntnisse.
Aber genug erzählt. Ab nächster Woche sollen die ersten Wasserkühler der vorerst letzten Produktion ausgeliefert werden. Maschine 1 und 2 ist fertig. Maschine 3 brauch noch 2 Tage.
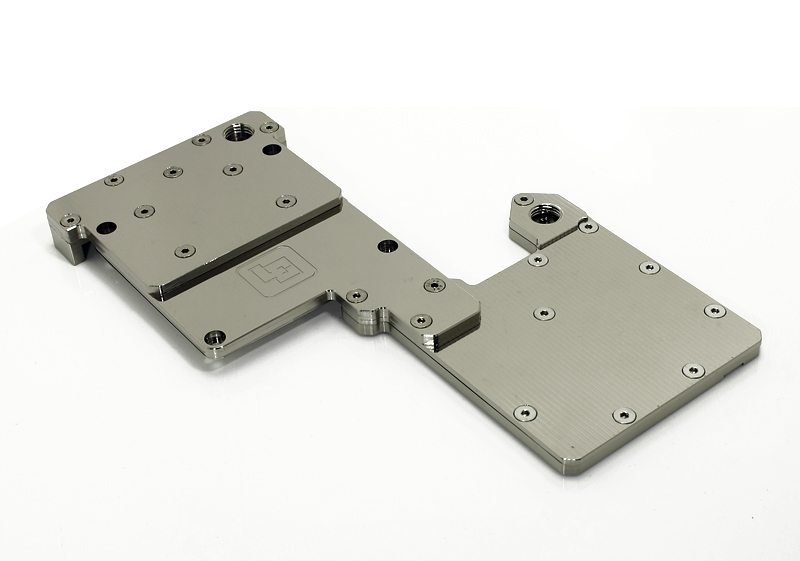
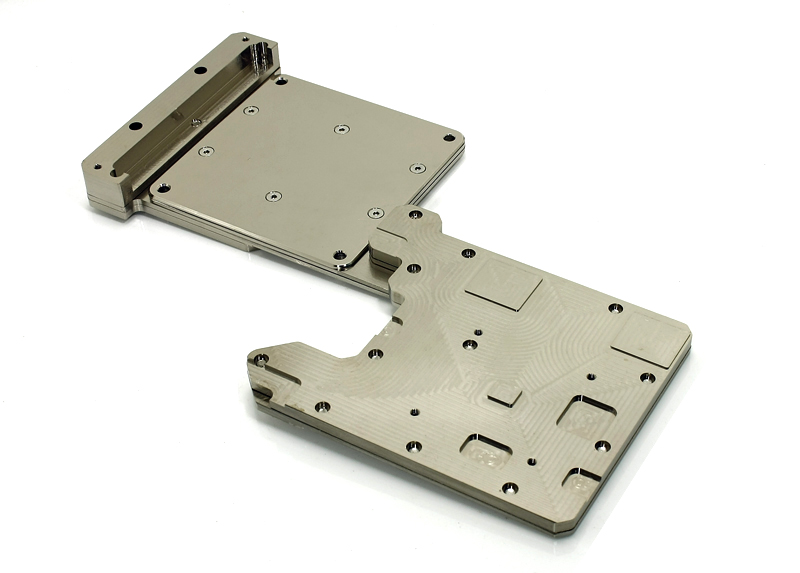
Ab Montag mach ich die gefräßten Teile schick und werde montieren sodass ausgeliefert werden kann. Die vernickelten Kühler folgen dann eine Woche später.
Anbei viele bunte Bilder.
Asrock X99 Extreme 11
Asrock X99X Killer
Asus Ares 2
Asus Rampage 3 Gene

Asus X99 E WS Fullcover
Asus X99 E WS


Asus X99 A
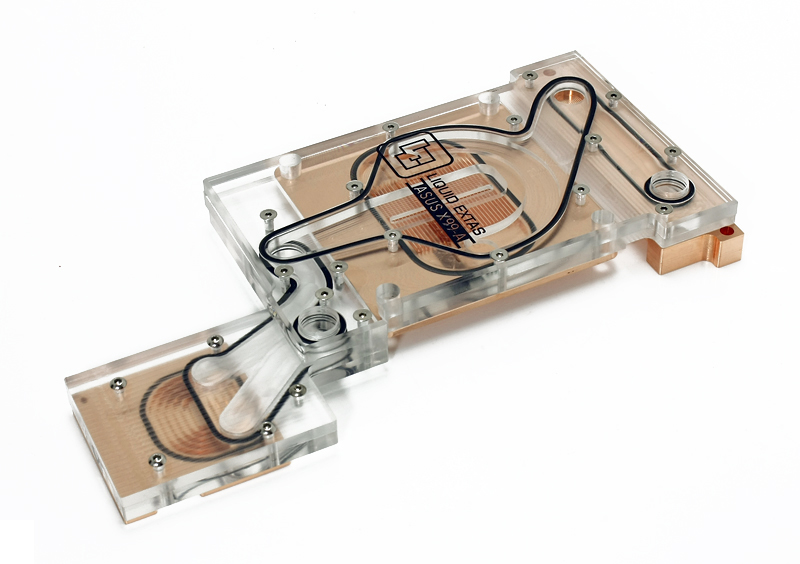
Asus Z97 Deluxe
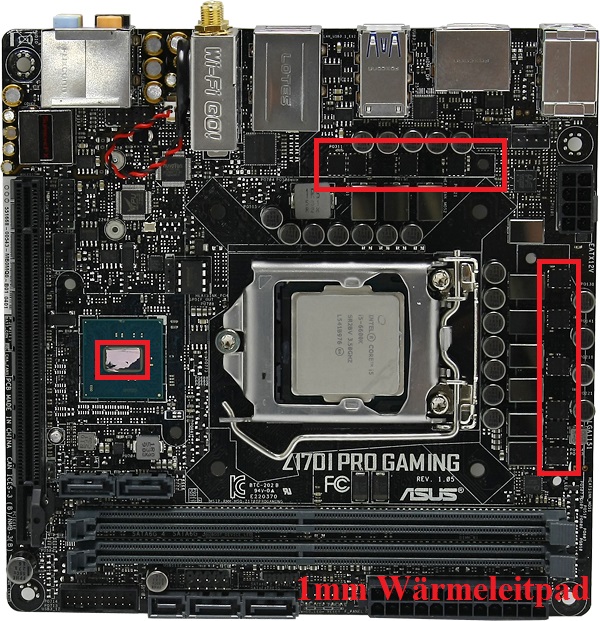
Asus Z170I Pro
Asus Crosshair 5 Z
EVGA GTX 980 TI Classified



EVGA GTX 980Ti Superoverclocked ACX 2.0
EVGA GTX 970 FTW+
EVGA GeForce GTX 970 SSC GAMING ACX 2.0+

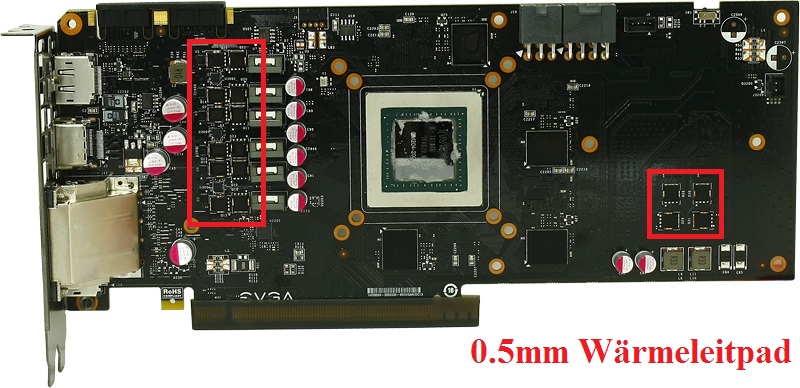
EVGA GTX Titan Superclocked Signature

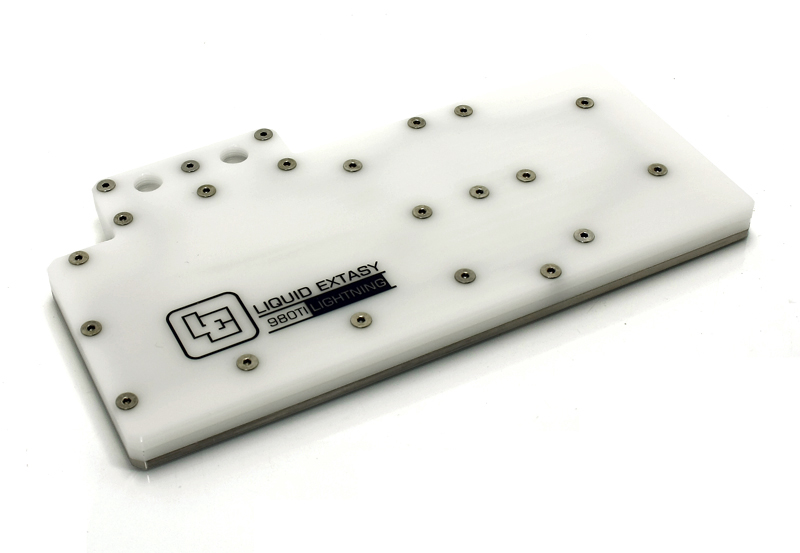
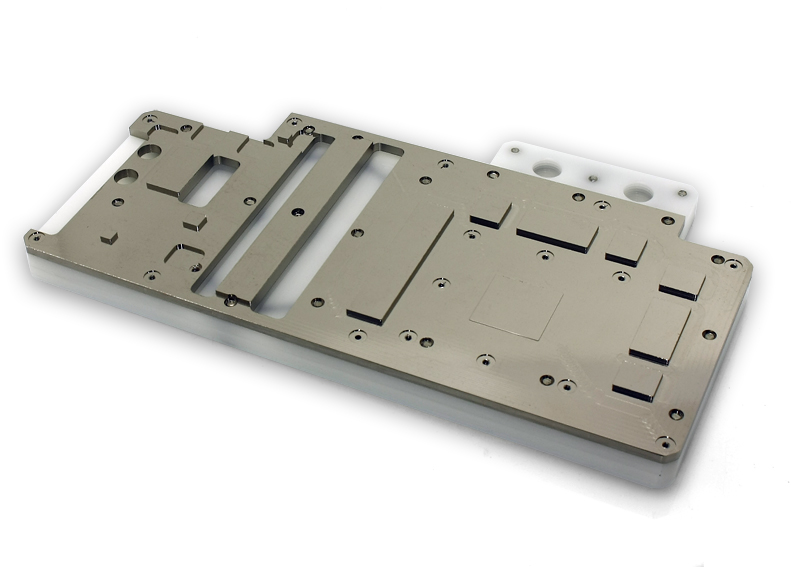
MSI GTX980TI Titan Lightning
Playstation 3 Wasserkühler

Sapphire R390 Nitro
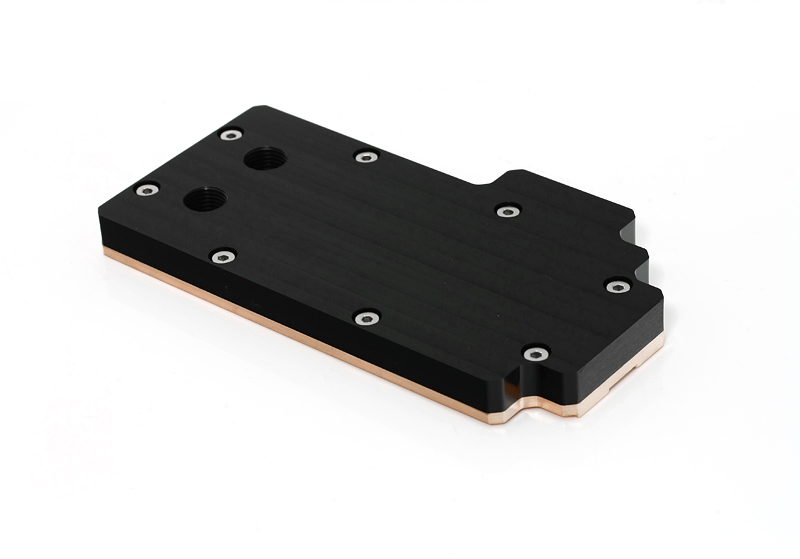
XBox Spezial
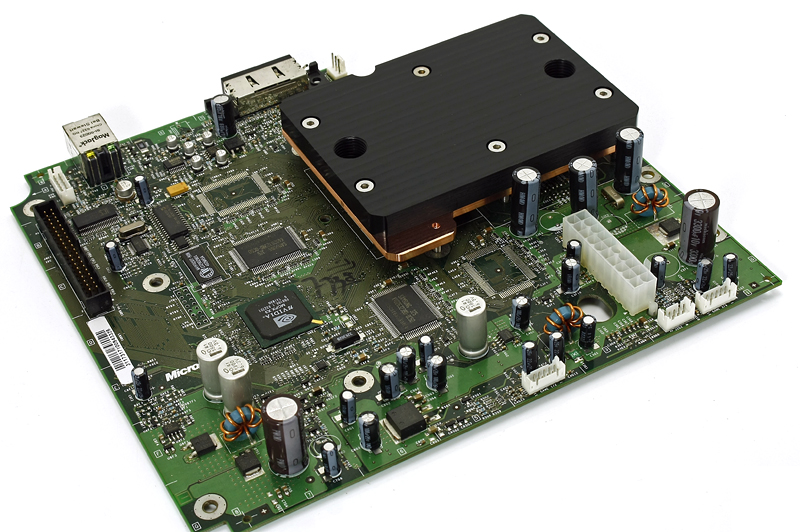
Xbox360
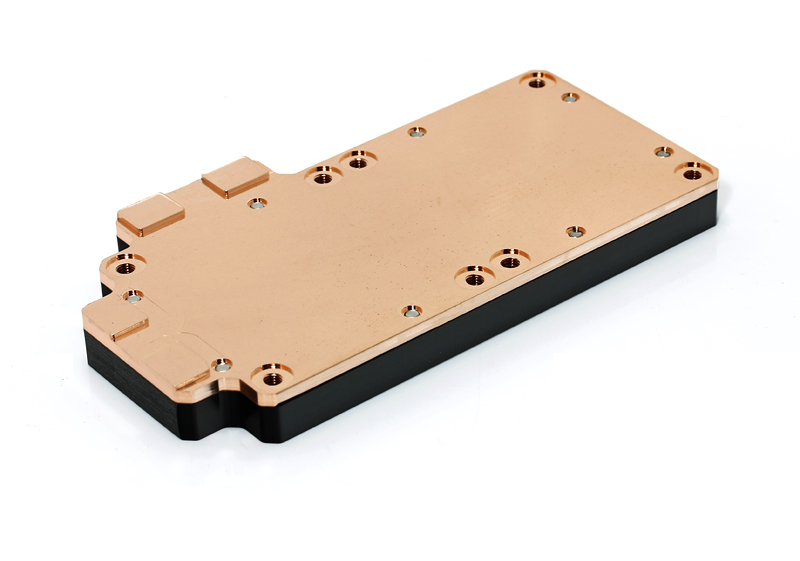
Zotac GTX 980 Amp Extreme
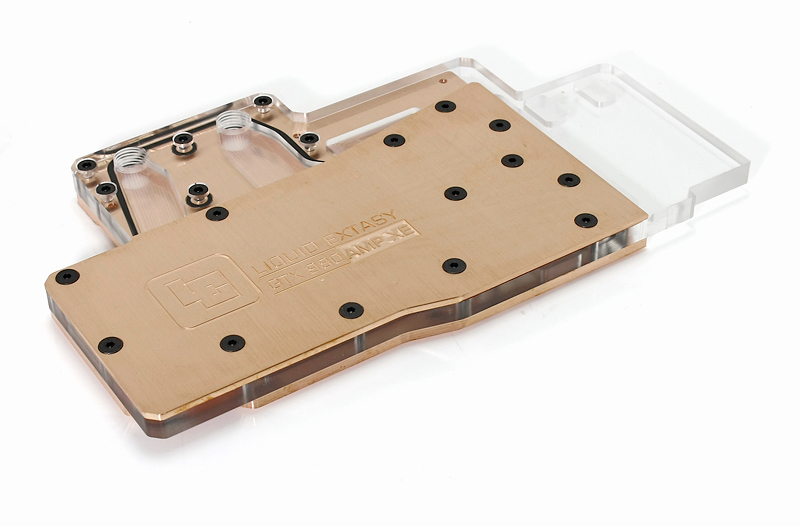
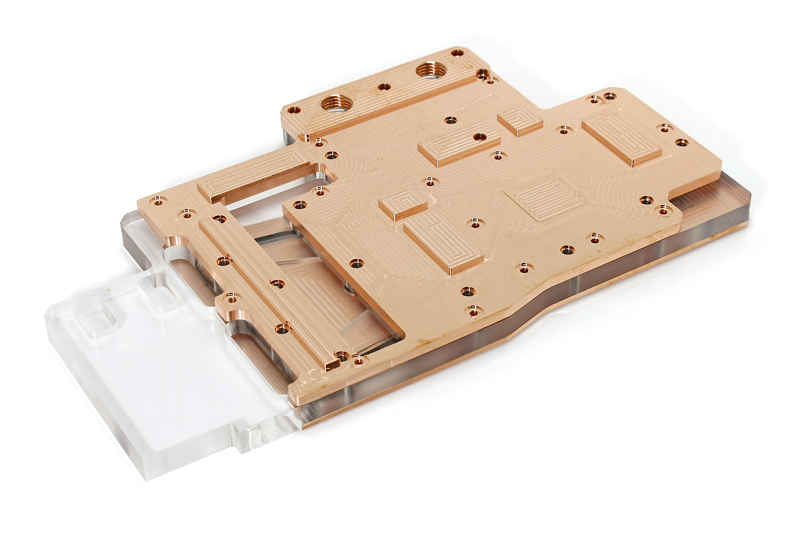
Zotac GTX 980TI Amp Extreme


Weiß jmd warum nicht alle Bilder angezeigt werden?
ich lebe noch. Gerade noch so. Wie der eine oder andere sicherlich mitbekommen hat muss ich die Produktion von Wasserkühlern aus gesundheitlichen Gründen vorübergehend einstellen.
Das Problem ist das die Produktion von Wasserkühlern und die Entwicklung und Fertigung neuer Maschinen nicht unter einen Hut zu bekommen war. Die Folge für euch sind hohe Lieferzeiten und für mich erhöhter Stress woraus gesundheitliche Probleme resultieren.
Aktuell liege ich mehr im Bett als alles andere. Ich habe bereits das fünfte mal diesen Jahres einen Virus eingehandelt und mache gerade meine zweite Imunkur bin in 6 Monaten weil mein Imunsystem am Ende ist. Weil gar nichts tun auch nicht gut ist, habe ich die letzten Tage zumindest die Bilder der letzten Fertigung vorbereitet. Die Bilder hätten eigentlich schon vor 3 Monate veröffentlicht werden sollen. Aber wie erwähnt war es zeitlich leider nicht möglich.
Ich mache in den nächsten 2 Monaten primär meine Maschinen fertig sodass ich mich ab nächstes Jahr nicht mehr um Maschinen und Vorrichtungen kümmern muss. So kann ich mich dann zu 100% auf die Produktion beschränken. Es wird zwar noch eine Galvanik kommen, aber das kriege ich fix bin in einer Woche hin.
In den letzten Monaten blieb ich nicht untätig. Ich habe noch einmal genauer über die Luftfilteranlage nachgedacht und werde noch 3Stück H13 Filter nachschalten. Ich vertraue den Staubsaugerfiltern nicht 100%. Im Dezember weiß ich da aber mehr wenn ich die Filter wechsle. Sind die Rotorblätter des Lüfters sauber, kommt auch wirklich nichts durch. So wie es eigentlich versprochen wurde.
Hinsichtlich WZW Projekt gibt es auch kleine Fortschritte. Es sind nun alle Werkzeugaufnahmen da. Inkl. Fahrion UP Spannzangen für alle benötigten Werkzeuge. Ich will zusehen das ich im Dezember den Kompressor fertig stellen kann sowie das WZW Magazin bauen kann. Dann schauen wir mal im Januar ob auch alles sachgemäß funktioniert. Das erzähl ich zwar schon 2 Jahre, aber gut Ding will weile haben Die Kosten des WZW Projektes betragen im übrigen ca. 14500€. Davon betrugen die Kosten für Spindel und FU gerade mal 3000€. Geplant waren ursprünglich 6000-8000€. Das ist heftig!!! Und wenn die Spindel kaputt ist, kostet es ca. 3000€ für eine Instandsetzung. Also Daumen drücken das alles hervorragend funktioniert. Wenn nicht sind Spindel und Werkzeugaufnahmen Schrott. Die Werkzeugaufnahmen waren das teuerste an der Geschichte. Ca 6000€. Das ist der Faktor den ich im wesentlichen Unterschätzt habe. Aber gut, ist Geschichte. Zumindest kann ich dann mit 20 verschiedenen Werkzeugen fleißig Späne produzieren.
Die neue kleine HSC Fräse läuft super. Leider nicht perfekt. Verantwortlich dafür ist der Tröpfchenschmierer von Dynacut. Da ich nur mit maximal 1.2bar Luftdruck arbeiten kann, bläst es mir nicht die Späne aus der Nut. Das bedeutet das ich weniger zustellen darf damit die Späne sachgemäß abgeführt werden können. Ferner habe ich dünnflüssige und dickflüssige Schmiermittel auf dem System getestet. Dickflüssigere Schmiermittel lassen sich besser auftragen. Ist nun nicht so einfach das richtige Schmiermittel zu finden. Denn ich brauche Schmiermittel welches sich auch leicht entfernen lassen und nicht die Oberflächen angreifen. Darüber hinaus bin ich mit der Maschine sehr zu frieden. Es fehlt zwar noch etwas Drehmoment an der Frässpindel, aber die kriege ich durch Vector mit einen neuen FU. Der FU liegt bereits seid einigen Wochen hier.
Bei Wasserkühlern gibts auch ein paar Neuigkeiten. Im August habe ich 4 neue Wasserkühler ausgeliefert. Wasserkühler für Asus Crosshair 5 Z, EVGA GeForce GTX 970 SSC GAMING ACX 2.0+, Sapphire R390 Nitro und Sapphire R390 Nitro. Darüber hinaus gibt es ne ganze Menge Kühler die darüber hinaus noch produziert wurden. So gut wie alle Kühler haben nun eine farbige Gravur. Die Gravur kann auf Anfrage in sämtlichen Farben ausgelegt werden. Einige Bilder wird man fortlaufend sehen. Die Ergebnisse waren recht gut.
Darüber hinaus wird in Zukunft auch an weiteren Kühlern gearbeitet. Asus GTX 1070 -O8G, Asus Mars 2, GTX Titan X, Palit GTX1080 Jetstream 8G. Das laut aktuellen Stand. Sollten weitere Samples eintrudeln wird die Liste entsprechend erweitert. Wie es weitergehen wird weiß noch niemand so richtig. Sicher ist das die Produktion bis Januar zunächst eingestellt wird. Die Wahrscheinlichkeit ist hoch das ich ende November oder Dezemer noch eine Hand voll Kühler nachfertigen muss. Danach muss man weiter sehen. Die eingeschränkte Produktion könnte sich bis zum April und darüber hinaus erstrecken und im ungünstigsten Fall wird die Produktion komplett eingestellt.
Aktuell geht es mir ohne die Produktion besser und ich schaue mich mit einen Auge nach einen Stressfreieren Markt um. So ist geplant die Frässpindelgeschichte auszubauen und mit einer Website für die Entwicklung und Produktion von Tischtennishölzern. Bei beiden Projekten gab es in den letzten 8 Wochen hervorragende Neuerscheinungen und Erkenntnisse.
Aber genug erzählt. Ab nächster Woche sollen die ersten Wasserkühler der vorerst letzten Produktion ausgeliefert werden. Maschine 1 und 2 ist fertig. Maschine 3 brauch noch 2 Tage.
Ab Montag mach ich die gefräßten Teile schick und werde montieren sodass ausgeliefert werden kann. Die vernickelten Kühler folgen dann eine Woche später.
Anbei viele bunte Bilder.
Asrock X99 Extreme 11
Asrock X99X Killer
Asus Ares 2
Asus Rampage 3 Gene
Asus X99 E WS Fullcover
Asus X99 E WS
Asus X99 A
Asus Z97 Deluxe
Asus Z170I Pro
Asus Crosshair 5 Z
EVGA GTX 980 TI Classified
EVGA GTX 980Ti Superoverclocked ACX 2.0
EVGA GTX 970 FTW+
EVGA GeForce GTX 970 SSC GAMING ACX 2.0+
EVGA GTX Titan Superclocked Signature
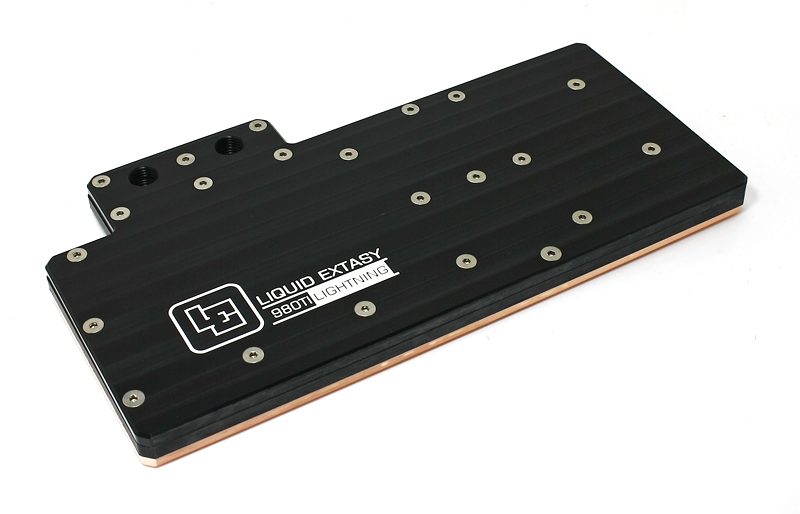
MSI GTX980TI Titan Lightning
Playstation 3 Wasserkühler
Sapphire R390 Nitro
XBox Spezial
Xbox360
Zotac GTX 980 Amp Extreme
Zotac GTX 980TI Amp Extreme
Weiß jmd warum nicht alle Bilder angezeigt werden?
Zuletzt bearbeitet:
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Die Anzahl der Bilder überschreiten um ein Vielfaches des Zugelassenen.Weiß jmd warum nicht alle Bilder angezeigt werden?
Zudem stufe ich dich als Gewerblicher ein und sag dir hiermit, das nichts kostenlos ist.
Für das schalten von Werbeanzeigen geht es hier weiter: Werbung auf Planet3DNow!
Hallo,
es gibt wieder ein paar kleine Neuigkeiten.
Die Luftfilteranlage wird geupdated obwohl nach 200 Betriebbstunden der Rotor staubfrei und fettfrei ist. Vermutlich wird sogar der dritte Lüfter montiert sodass ich die 1500Pa und 3000m³/h ankratze. Laut Aussagen professioneller Anbieter reicht die vorhandene Anlage nicht wirklich aus. Der Druck ist zu gering und die Filterweite von H13 muss berücksichtigt werden. Ein Messgerät zur Druck und Volumenstrommessung wurde gerade angeschafft.
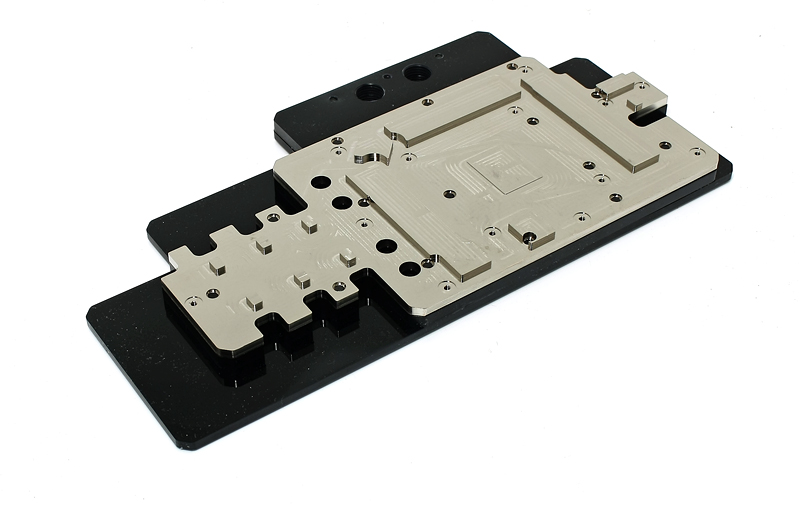
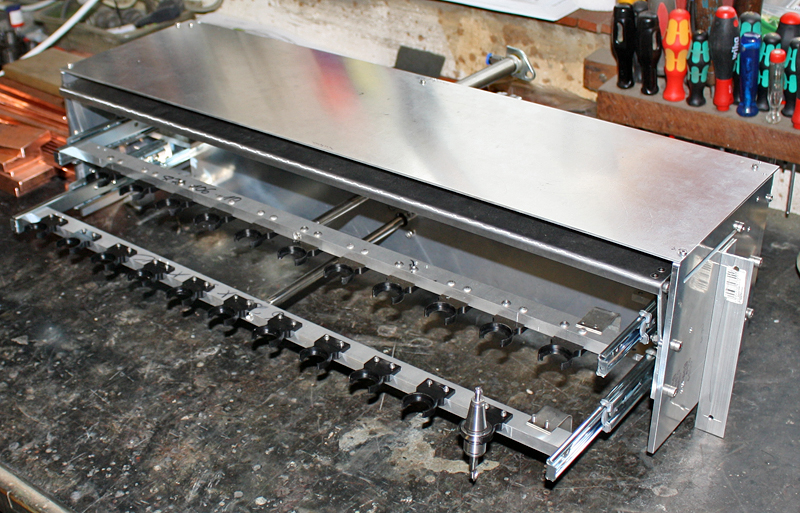
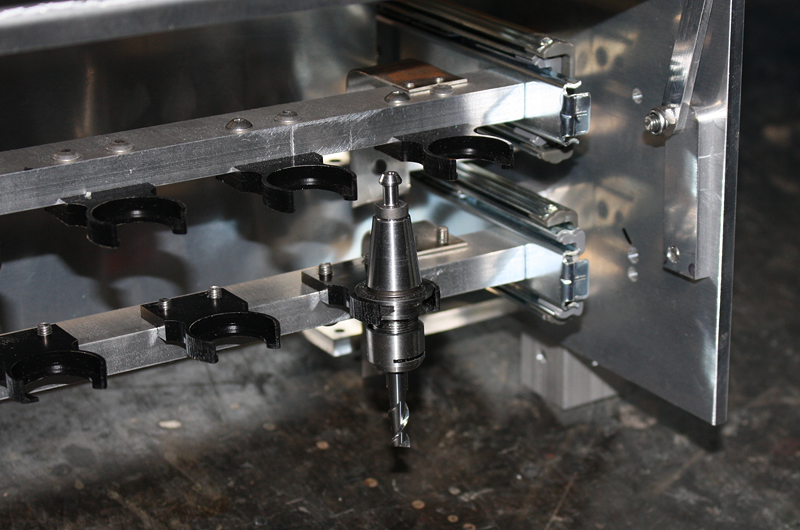
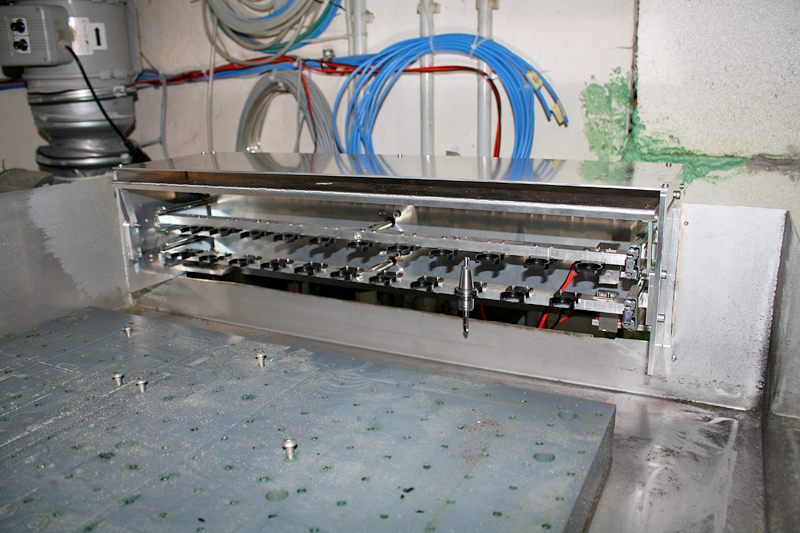
Angeschafft wurde auch ein bisschen Aluminimum für das Werkzeugwechselmagazin. Das Magazin bietet Platz für 22 Werkzeuge und besteht aus Aluminium. Die Klappe und die Schienen werden mittels Druckluft beätigt. Aber schaut mal selbst.
Ferner teste ich gerade wieder einige Schmiermittel zur Werkzeugkühlung für das vernickeln und die Standzeit der Werkzeuge. Erfreulich ist das ich den Fogbuster nun doch nicht brauche. Das Dynamaxsystem arbeitet gut. Aber nur mit mittelviskosen Schmiermitteln. Mit Niedrigwiskosen Schmiermitteln lässt sich schlecht dosieren und der Arbeitsdruck von 200bar ist zu gering. Ich möchte mit 2bar Druck arbeiten damit ich auch Späne aus der Nut blasen kann.
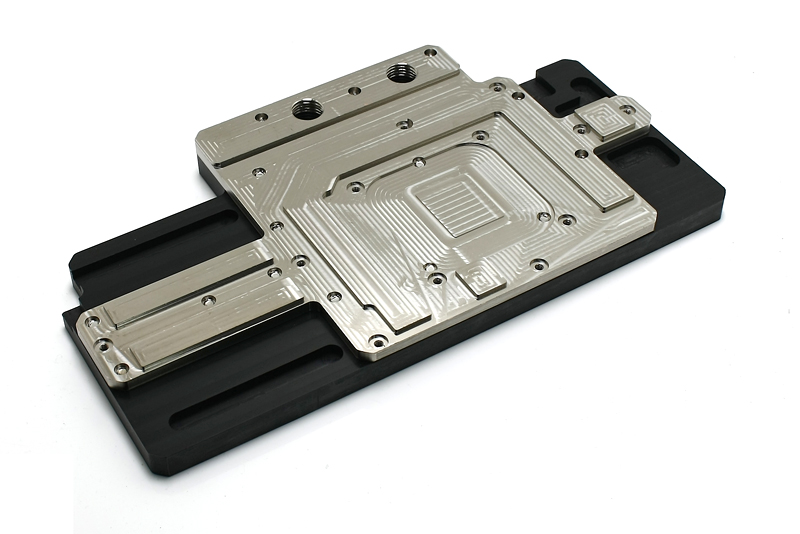
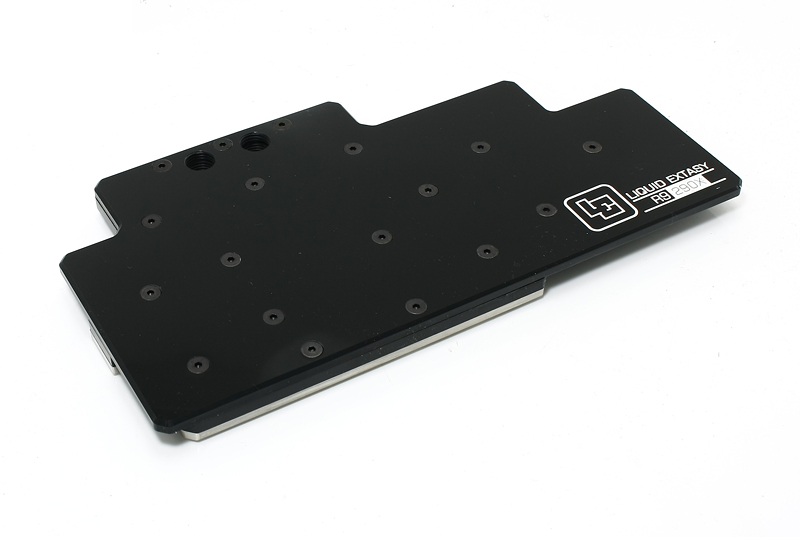
Ein paar Bilder von Kühlern gibt es ergänzend auch noch. Ferner haben mich 2 neue Karten erreicht. EVGA GTX 1080 Classified und die EVGA GTX 960 SSC ACX 2.0+.
Werkzeugwechselmagazin für 22 Werkzeuge
Asus X99 E WS
MSI GTX 980TI Lightning
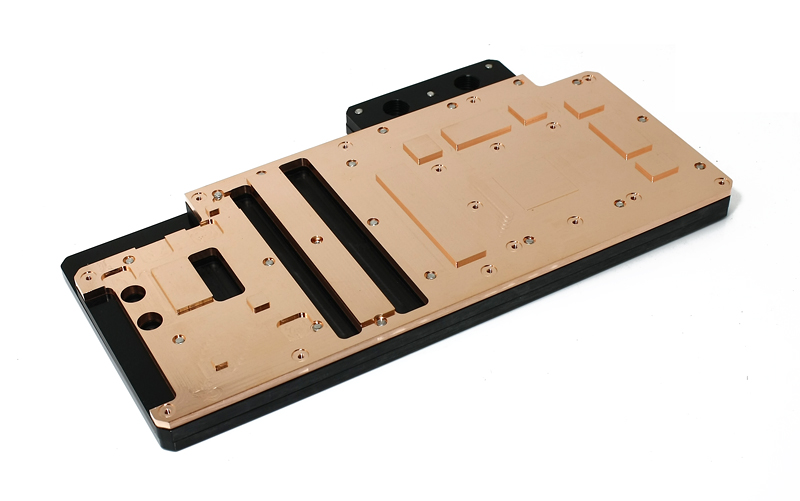


Sapphire R9 290X 8GB
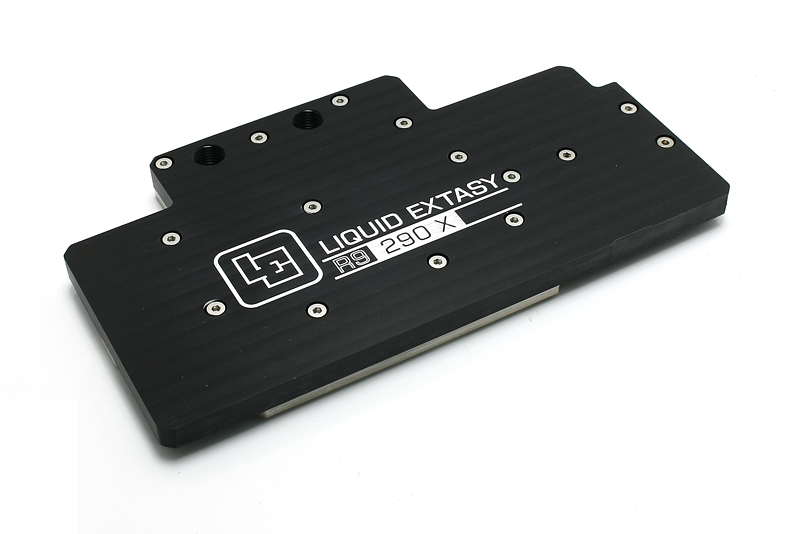
Sapphire R9 290 4GB TRIX
es gibt wieder ein paar kleine Neuigkeiten.
Die Luftfilteranlage wird geupdated obwohl nach 200 Betriebbstunden der Rotor staubfrei und fettfrei ist. Vermutlich wird sogar der dritte Lüfter montiert sodass ich die 1500Pa und 3000m³/h ankratze. Laut Aussagen professioneller Anbieter reicht die vorhandene Anlage nicht wirklich aus. Der Druck ist zu gering und die Filterweite von H13 muss berücksichtigt werden. Ein Messgerät zur Druck und Volumenstrommessung wurde gerade angeschafft.
Angeschafft wurde auch ein bisschen Aluminimum für das Werkzeugwechselmagazin. Das Magazin bietet Platz für 22 Werkzeuge und besteht aus Aluminium. Die Klappe und die Schienen werden mittels Druckluft beätigt. Aber schaut mal selbst.
Ferner teste ich gerade wieder einige Schmiermittel zur Werkzeugkühlung für das vernickeln und die Standzeit der Werkzeuge. Erfreulich ist das ich den Fogbuster nun doch nicht brauche. Das Dynamaxsystem arbeitet gut. Aber nur mit mittelviskosen Schmiermitteln. Mit Niedrigwiskosen Schmiermitteln lässt sich schlecht dosieren und der Arbeitsdruck von 200bar ist zu gering. Ich möchte mit 2bar Druck arbeiten damit ich auch Späne aus der Nut blasen kann.
Ein paar Bilder von Kühlern gibt es ergänzend auch noch. Ferner haben mich 2 neue Karten erreicht. EVGA GTX 1080 Classified und die EVGA GTX 960 SSC ACX 2.0+.
Werkzeugwechselmagazin für 22 Werkzeuge
Asus X99 E WS
MSI GTX 980TI Lightning
Sapphire R9 290X 8GB
Sapphire R9 290 4GB TRIX
Hallo,
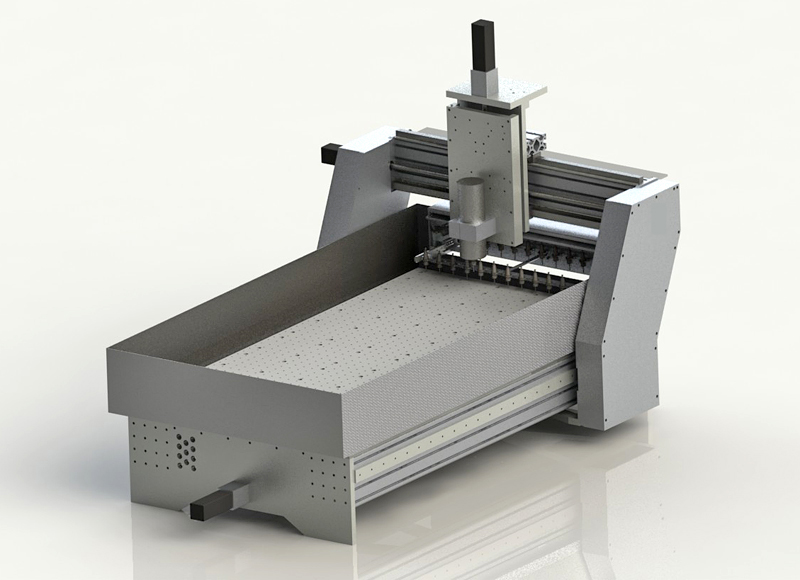
ich möchte mal ein paar Bilder vom Februar nachreichen.
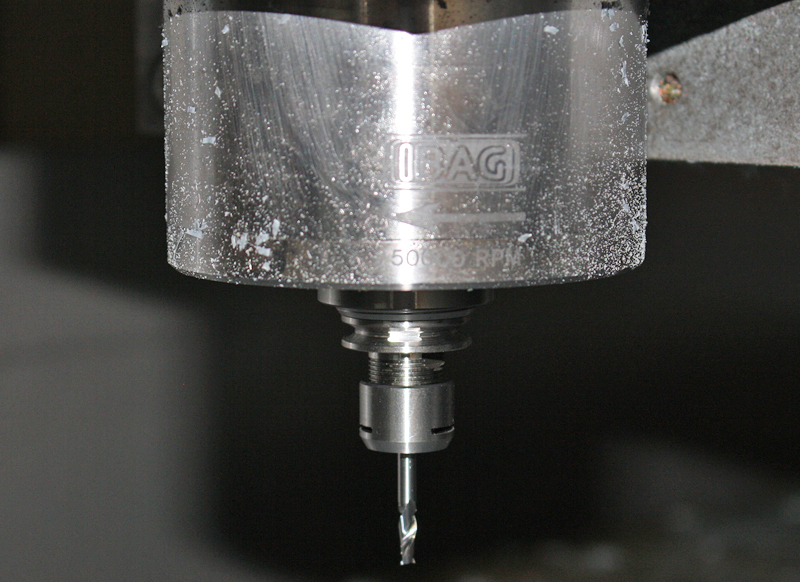
Es muss nur noch die Z Achse angepasst werden, und dann kann die Ibag HF80A nach etwa 3 jährigen Aufenthalt unterm Bett montiert werden. Die Überwachung des Schmiersystems sowie des Druckwächters wurde auch schon angeschlossen und getestet. Die Fertigung verlief recht gut, wobei das Tor aus Edelstahl neu gefertigt wird. Beim kanten ist das Alu gerissen -.-
Nächste Woche gehts mit der Produktion der Wasserkühler weiter.





ich möchte mal ein paar Bilder vom Februar nachreichen.
Es muss nur noch die Z Achse angepasst werden, und dann kann die Ibag HF80A nach etwa 3 jährigen Aufenthalt unterm Bett montiert werden. Die Überwachung des Schmiersystems sowie des Druckwächters wurde auch schon angeschlossen und getestet. Die Fertigung verlief recht gut, wobei das Tor aus Edelstahl neu gefertigt wird. Beim kanten ist das Alu gerissen -.-
Nächste Woche gehts mit der Produktion der Wasserkühler weiter.
Mari
Moderator
☆☆☆☆☆☆
- Mitglied seit
- 07.12.2001
- Beiträge
- 6.966
- Renomée
- 60
- Standort
- BB
- Details zu meinem Desktop
- Prozessor
- Ryzen 7 5800X3D
- Mainboard
- ASUS B550 F Gaming
- Kühlung
- ENERMAX ETS-50/Alpenföhn Wings Boost 3
- Speicher
- 32 GB G.SKILL Trident 3600
- Grafikprozessor
- ASUS TUF RX6800XT
- Display
- Gigabyte 34"
- SSD
- ADATA SX 8200XT
- HDD
- diverse
- Soundkarte
- Onboard
- Gehäuse
- NZXT H6 Flow
- Netzteil
- Enermax DFX 1050W
- Tastatur
- Cherry
- Maus
- Roccat Kone
- Betriebssystem
- Win 11 Home
- Webbrowser
- MS Edge
- Internetanbindung
- ▼1000 ▲50
Sieht gut aus. Von deinem Werkzeugwechsler bin ich sehr begeistert.
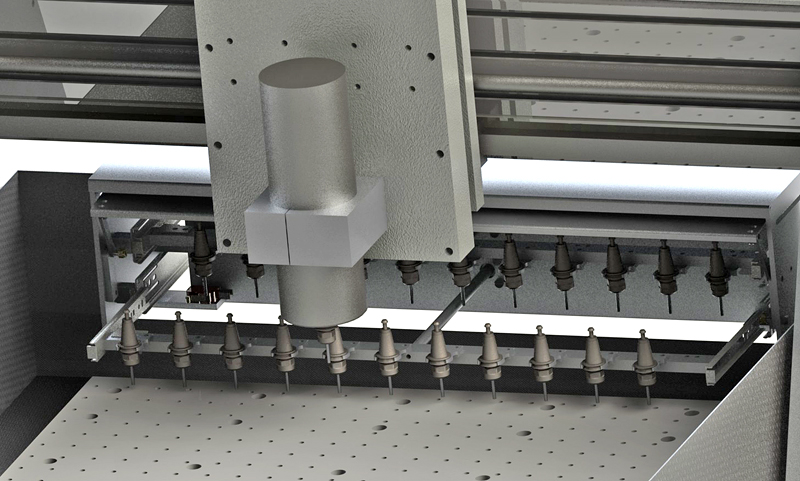
Die letzen 7 Tagen wurde verstärkt an das Werkzeugwechselprojekt gearbeitet da dieses Projekt in diese Woche abgeschlossen werden muss. Im April besteht keine weitere Möglichkeit. Daher mussten diese Arbeiten kurzfristig vorgezogen werden.
Die Sicherheitseinrichtungen laufen. Die Maschine stoppt wenn der Druck unter 5.6bar fällt, sowie wenn keine Ströungsgeschwindigkeit mehr im Wakükreislauf vorhanden ist, oder wenn kein Öl mehr zur Lagerschmierung vorhanden ist. Die einzig sinnvolle Überwachung die noch notwendig wäre, wäre ob der Werkzeugwechsel funktioniert hat oder nicht. Speziell da stößt die vorhandene Hardware aber an seine Grenzen. Aber es wird sicher 2018 ein weiteres Werkzeugwechselprojekt geben bei den ich das mal testen werde. Ein Vorsatzwechsler ST80 von Mechatron für eine Chinaspindel ist bereits vorhanden.
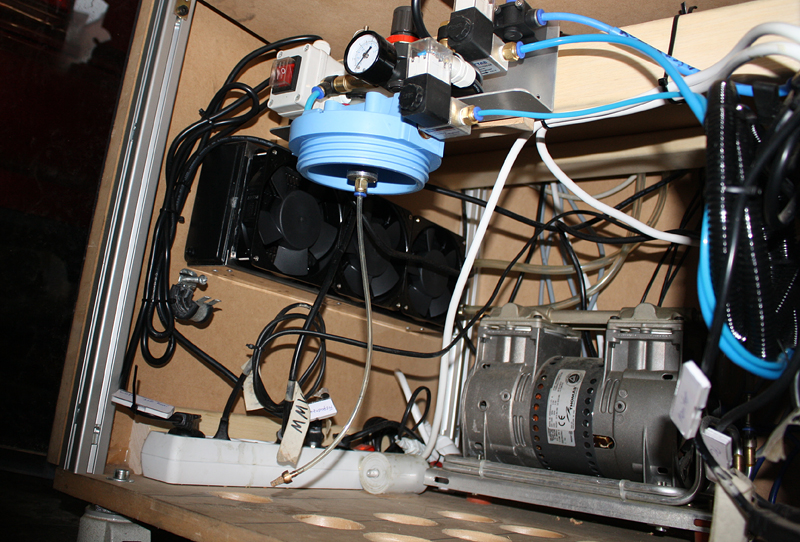
Der Kompressor wurde getestet und die Luftmenge reicht. Von 100% Betrieb, muss er ca 66% pumpen. Der Luftverbrauch ist beim Werkzeugwechsel sehr gering. Nur die Sperrluft will ca 240l/min haben. Das ist sehr teuer! Ferner werde ich im Sommer starke Temperaturprobleme bekommen. Ohne die Kühlung und den Kompressor habe ich ca 28-32°C drinne. Diesen Sommer werden 5 Kw mehr heizen wegen dem WZW + 2Kw für die kleine Gravierfräse. Es wird wohl eine Klimaanlage her müssen. Zuvor muss ich jedoch neue Leitungen ziehen. Aktuell sollten nicht mehr aus 12 Kw aus den Dosen gezogen werden. Alleine die große Cnc Fräse zieht fast schon unter Vollasst 9 Kw. Das bedeutet das ich fortan nur noch mit der Gravierfräse und der großen Portalfräse gleichzeitig arbeiten kann. Die Bf20 muss ausbleiben weil mir sonst der Saft ausgeht
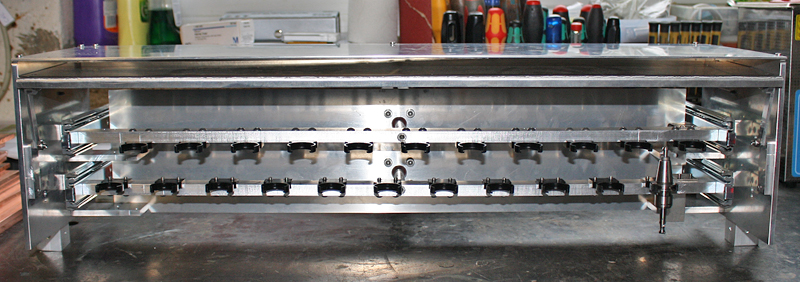
Ansonsten wurde schon alles getestet. Die Scripte für Mach 3 funktionieren. Es müssen jedoch noch die Werkzeugpositionen angepasst werden. Das soll morgen passieren. Das ein und ausstoßen der Werkzeuge an der Spindel funktioniert weitgehend. WEitgehend weil das ausstoßen nicht immer zu 100% klappt. Die WErkzeuge sind zu leicht. Daher können wir wie gewünscht den Werkzeugwechsel nicht drag & drop ausführen, sondern müssen die Werkzeugaufnahmen ein und ausklinken lassen. Das Tor geht recht weich auf und zu, und auch die Werkzeugleisten lassen sich geschmeidig ein und ausfahren. Ich schätze mal nächste Woche gibts Videos dazu. Fertigstellung des Projektes wohl im laufe der Woche.
Leider ist die Maschine dann doch noch nicht fertig. Die MMKS die eingesetzt wird läuft. Aber auch nur wirklich gut mit niedrigviskosen Schmiermitteln. So bis 10mm/s. Damit ist das Systenm zickiger als der Fogbuster der bis 20mm/s noch gut funktioniert. Bei der MMKS entsteht Ölnebel. Ölnebel entsteht ferner auch bei der Lagerschmierung. Die Lager der Frässpindel sind nicht dauerfettgeschmiert. Sondern werden permanent mit ein frischen Öl/Luftgemisch versorgt. Das macht speziell dann Sinn, wenn man Nass fräsen will. Will ich aber eigentlich nicht mehr, und kann ich mit WZW ohne Kabine auch nicht.
Durch diese Gegebenheiten müssen die Schwebstoffe abgesaugt werden. Also muss ich noch eine Absaugvorrichtung installieren. Die Luftfilteranlage der Werkstatt ist ganz nett. Aber diese ist nicht dafür vorgesehen punktuell abztusaugen. Eine Punktabsaugung muss somit noch Zeitnah folgen. Hochrechnungen haben ergeben das eine Punktabsaugung etwa 1500-2000€ kosten würde. Die selben kosten würden in etwa auf mich drauf zukommen, wenn ich eine Punktabsaugung inkl. Späneabsaugung bauen würde. Spänesauger fangen ab 1200€ an. Genauso teuer ist ein Exgeschützter Lüfter der für eine Schwebstoffabsaugung genutzt würde. Zuerst wollte ich nur eine Schwebstoffabsaugung installieren. Ich habe mich dann aber umentschieden und werde die Späne gleich mit absaugen. Der Absaugschuh muss programmier sein. Also läuft das nur über Schrittmotor und über die vierte Achse. Denn der Schuh muss nach oben fahren beim Werkzeugwechsel damit er die Werkzeugwechselfunktion nicht stört. Die Teile dafür wurden schon bestellt.
Nun erstmal ein paar Bilder.
GRuß Marc

Die Sicherheitseinrichtungen laufen. Die Maschine stoppt wenn der Druck unter 5.6bar fällt, sowie wenn keine Ströungsgeschwindigkeit mehr im Wakükreislauf vorhanden ist, oder wenn kein Öl mehr zur Lagerschmierung vorhanden ist. Die einzig sinnvolle Überwachung die noch notwendig wäre, wäre ob der Werkzeugwechsel funktioniert hat oder nicht. Speziell da stößt die vorhandene Hardware aber an seine Grenzen. Aber es wird sicher 2018 ein weiteres Werkzeugwechselprojekt geben bei den ich das mal testen werde. Ein Vorsatzwechsler ST80 von Mechatron für eine Chinaspindel ist bereits vorhanden.
Der Kompressor wurde getestet und die Luftmenge reicht. Von 100% Betrieb, muss er ca 66% pumpen. Der Luftverbrauch ist beim Werkzeugwechsel sehr gering. Nur die Sperrluft will ca 240l/min haben. Das ist sehr teuer! Ferner werde ich im Sommer starke Temperaturprobleme bekommen. Ohne die Kühlung und den Kompressor habe ich ca 28-32°C drinne. Diesen Sommer werden 5 Kw mehr heizen wegen dem WZW + 2Kw für die kleine Gravierfräse. Es wird wohl eine Klimaanlage her müssen. Zuvor muss ich jedoch neue Leitungen ziehen. Aktuell sollten nicht mehr aus 12 Kw aus den Dosen gezogen werden. Alleine die große Cnc Fräse zieht fast schon unter Vollasst 9 Kw. Das bedeutet das ich fortan nur noch mit der Gravierfräse und der großen Portalfräse gleichzeitig arbeiten kann. Die Bf20 muss ausbleiben weil mir sonst der Saft ausgeht
Ansonsten wurde schon alles getestet. Die Scripte für Mach 3 funktionieren. Es müssen jedoch noch die Werkzeugpositionen angepasst werden. Das soll morgen passieren. Das ein und ausstoßen der Werkzeuge an der Spindel funktioniert weitgehend. WEitgehend weil das ausstoßen nicht immer zu 100% klappt. Die WErkzeuge sind zu leicht. Daher können wir wie gewünscht den Werkzeugwechsel nicht drag & drop ausführen, sondern müssen die Werkzeugaufnahmen ein und ausklinken lassen. Das Tor geht recht weich auf und zu, und auch die Werkzeugleisten lassen sich geschmeidig ein und ausfahren. Ich schätze mal nächste Woche gibts Videos dazu. Fertigstellung des Projektes wohl im laufe der Woche.
Leider ist die Maschine dann doch noch nicht fertig. Die MMKS die eingesetzt wird läuft. Aber auch nur wirklich gut mit niedrigviskosen Schmiermitteln. So bis 10mm/s. Damit ist das Systenm zickiger als der Fogbuster der bis 20mm/s noch gut funktioniert. Bei der MMKS entsteht Ölnebel. Ölnebel entsteht ferner auch bei der Lagerschmierung. Die Lager der Frässpindel sind nicht dauerfettgeschmiert. Sondern werden permanent mit ein frischen Öl/Luftgemisch versorgt. Das macht speziell dann Sinn, wenn man Nass fräsen will. Will ich aber eigentlich nicht mehr, und kann ich mit WZW ohne Kabine auch nicht.
Durch diese Gegebenheiten müssen die Schwebstoffe abgesaugt werden. Also muss ich noch eine Absaugvorrichtung installieren. Die Luftfilteranlage der Werkstatt ist ganz nett. Aber diese ist nicht dafür vorgesehen punktuell abztusaugen. Eine Punktabsaugung muss somit noch Zeitnah folgen. Hochrechnungen haben ergeben das eine Punktabsaugung etwa 1500-2000€ kosten würde. Die selben kosten würden in etwa auf mich drauf zukommen, wenn ich eine Punktabsaugung inkl. Späneabsaugung bauen würde. Spänesauger fangen ab 1200€ an. Genauso teuer ist ein Exgeschützter Lüfter der für eine Schwebstoffabsaugung genutzt würde. Zuerst wollte ich nur eine Schwebstoffabsaugung installieren. Ich habe mich dann aber umentschieden und werde die Späne gleich mit absaugen. Der Absaugschuh muss programmier sein. Also läuft das nur über Schrittmotor und über die vierte Achse. Denn der Schuh muss nach oben fahren beim Werkzeugwechsel damit er die Werkzeugwechselfunktion nicht stört. Die Teile dafür wurden schon bestellt.
Nun erstmal ein paar Bilder.
GRuß Marc
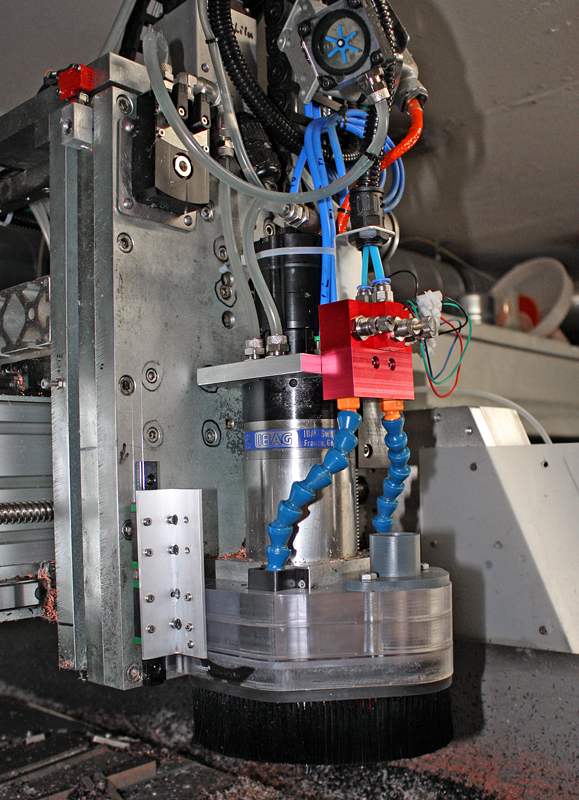
Hallo,
frohe Ostern euch allen.
Der pneumatische Werkzeugwechsler funktioniert noch nicht. Ich hatte A noch keine Zeit die Werkzeuge einzumessen und B stürzt Mach 3 immer ab. Ich habe eine Übergangslösung gefunden sodass ich mit der Maschine trotz neuer Spindel auch ohne Absturz arbeiten kann. Allerdings ohne pneumatischen Werkzeugwechsel. Es liegt entweder im Script für Mach3 oder direkt am Pokeys. Wenn ich Zeit finde werde ich eine neues Plugin für das Pokeys installieren und das nochmal testen.
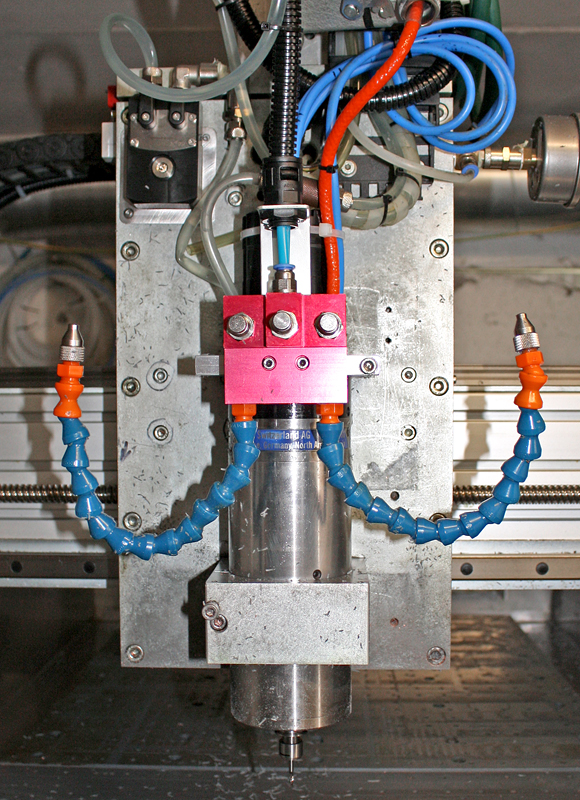
Die neue Ibagspindel macht Spass. Aktuell arbeite ich mit 43.000U/min bei 170% Vorschub ggü der Chinaspindel (24.000U/min). Das Fräsbild ist sehr gut trotz schlechteren Kühlmittels. Leider gibt es mit den neuen Schmiermittel nicht mehr so spiegelnde Oberflächen. Dafür gibt es eine Vielzahl anderer hervorragender Vorteile. Leichter zu reinigen. Und zwar ohne harte Chemikalien. Das kommt mir speziell entgegen da ich seit eine Woche offiziell Allergiker bin. Unter anderen auch gegen Duftstoffe und Tenside die viele Reinigungsmittel haben. Aktuell nutze ich Fairy Ultra. Das alte Schmiermittel konnte mit Fairy Ultra nicht entfernt werden. Darüber hinaus entstehen keine Krankheitserreger wie anaerobe Krankheitserreger die man von Wassermischbaren KSS kennt. Das Schmiermittel hat keine flüchtigen Lösungsmittel. Es lässt sich gut auftragen da Niedrigviskos.
Speziell für das MDE System von Dynacut ist es sinnvoll niedrigviskose Schmiermittel zu verwenden. Sonst kommt nix aus der Düse oder man hat einen harten Schmiermittelstrahl und einen extrem hohen Verbrauch.
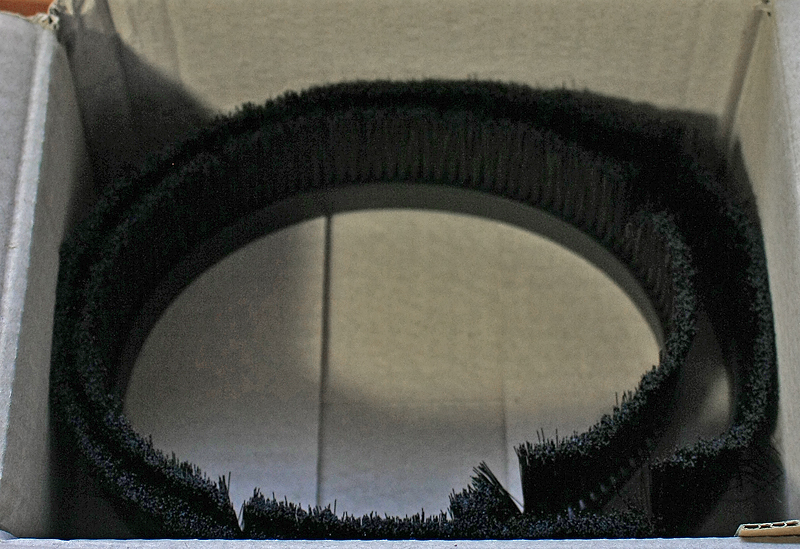
Das Problem was ich aktuell habe ist das mir die Späne durch die ganze Garage fliegen weil es keinen direkten Späneschutz gibt. Da muss ich die letzten 1-2 Wochen der Produktion noch durch. Ein Konzept wie das Problem gelöst werden soll habe ich aber schon erarbeitet. Die Späne werden mittels Bürstenleiste im Absaugschuh gefangen und sollen gleich mit abgesaugt werden. Zum Absaugen werde ich vermutlich diesen Sauger mit einen Hepafilter verwenden.
http://edeltraudloebbecke.eshop.t-o...jectPath=/Shops/Shop41973/Products/60.9034.01
Ich habe den kleinere Bruder mit einer Turbine und habe ein Filterfließ als Vorfilter sowie den Hepafilter als Endfilter in Betrieb. Sollte der keine Aerosole ausblasen wie der Kärcher NT27/1 Me, werde ich den großen Sauger für die Absaugung verwenden. Guckt euch mal den Kärcher an. Ds geht gar nicht!
Also jetzt kaufen und loslegen geht nicht da ich die Filter erst testen muss.
Präventiv arbeite ich aktuell noch mit Atemschutzmaske weil noch nix raus ist. Trotz Schwebstofabsaugung.


Der Schmodder wird ungehindert in die Garage geblasen. Einatmen ist nicht so günstig. Auch wenn ich eine solide Raumluftabsaugung habe ist es nicht verkehrt Schwebstoffe zu vermeiden.
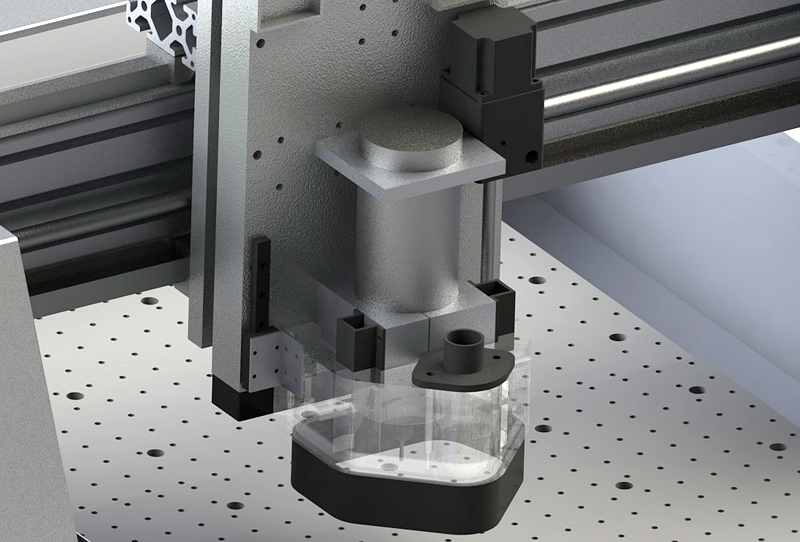
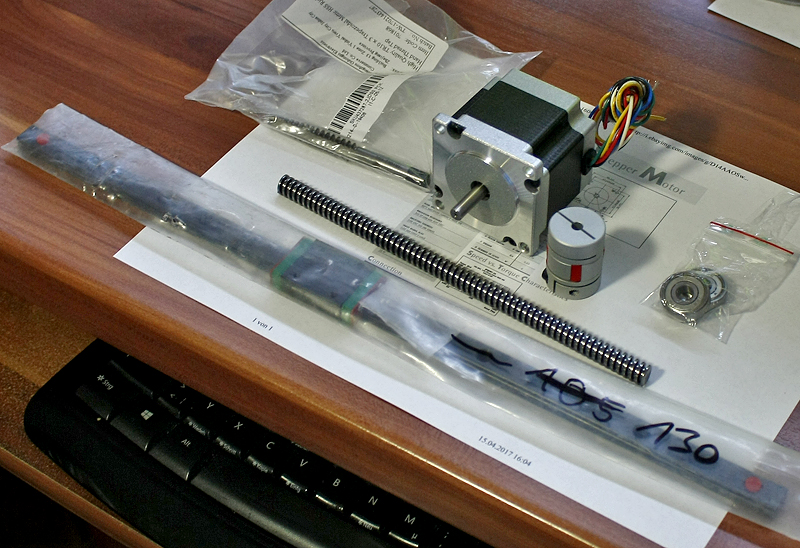
Die Spanabsaugung kann mittels Schrittmotor (vierte Achse) für ca 70mm hoch und runter gefahren werden um sich die Werkzeuglänge anzupassen. Vor jeden pneumatischen Werkzeugwechsel wird die Spanabsaugung hochgefahren sodass Platz wird für den Werkzeugwechsel ist. Nach erfolgreichen Wechsel wird die Absaugung wieder nach unten gefahren und es kann weiter gefräßt werden. Ich vermute mal das der Sauger genügend Power hat um meine kleinen Späne abzusaugen. Bei Holz und Kunststoffe sehe ich keine Probleme. Das schaffen die Hobbyisten schon mit einen Baumarktsauger. Kupfer wiegt aber bekanntlich mehr. Bedenken habe ich nur hinsichtlich des Schlauchdurchmessers. Ich habe weil ich geizig bin für 50€ einen Antistatikschlauch NW 35gekauft. Branchenüblich sind aber NW50. Umso kleiner der Schlauch desto weniger Luft passt durch den Schlauch. Aber umso größer die Luftgeschwindigkeit... Mal gucken obs reicht. Ich schätze schon da es im HSC Bereich nur kleine Späne gibt. Im wesentlichen wurden schon alle Teile gekauft außer ein bisschen Makrolon, PVC und Pom für den Absaugschuh. Bürstenleiste, Spindel, Stepper und Co wurden schon bestellt und sind schon hier. Aktuell suche ich noch jmd der mir eine 10er Trapezgewindespindel abdrehen kann. Wer das kann der darf sich ruhig melden. Die Spanabsaugung wurde so konstruiert das 2 Düsen für die MMKS bequem mitarbeiten können. Die Werkzeugschmierung ist somit auch mit Absaugung garantiert.
Was hinten raus nervt ist das ich neue Kabel ziehen muss. Alleine jetzt ohne Absaugung kann ich nur 2 von 3 Maschinen gleichzeitig laufen lassen da die Stromversorgung nicht ausreicht. Alleine die große Maschine + Raumluftabsaugung zieht 11Kw aus der Dose. Wobei die Raumluftabsaugung nur 0.75Kw zieht. Mit den Spänesauger zieht die Fräsanlage mal gute 14Kw auf Vollast. Was denkt ihr wie mir das auf die Nerven geht. Ich muss mir für nächstes Jahr 2-3 Klimageräte reinstellen damit die Temperatur nicht über 30°C krabbelt. Dafür muss ich im Winder nicht mehr heizen
Leider hats mich jetzt über Ostern mal wieder böse mit einer Erkästung erwischt. Das ist auch der Grund warum ich draußen nicht meine Maschinen auslaste, sondern mich drinne um etwas Organisation und Dokumentation bemühe. Ich vermute aber das ich Dienstag wieder raus kann um die letzten Teile fertig zu fräsen.
Anbei noch ein paar Bilder zur Absaugung

frohe Ostern euch allen.
Der pneumatische Werkzeugwechsler funktioniert noch nicht. Ich hatte A noch keine Zeit die Werkzeuge einzumessen und B stürzt Mach 3 immer ab. Ich habe eine Übergangslösung gefunden sodass ich mit der Maschine trotz neuer Spindel auch ohne Absturz arbeiten kann. Allerdings ohne pneumatischen Werkzeugwechsel. Es liegt entweder im Script für Mach3 oder direkt am Pokeys. Wenn ich Zeit finde werde ich eine neues Plugin für das Pokeys installieren und das nochmal testen.
Die neue Ibagspindel macht Spass. Aktuell arbeite ich mit 43.000U/min bei 170% Vorschub ggü der Chinaspindel (24.000U/min). Das Fräsbild ist sehr gut trotz schlechteren Kühlmittels. Leider gibt es mit den neuen Schmiermittel nicht mehr so spiegelnde Oberflächen. Dafür gibt es eine Vielzahl anderer hervorragender Vorteile. Leichter zu reinigen. Und zwar ohne harte Chemikalien. Das kommt mir speziell entgegen da ich seit eine Woche offiziell Allergiker bin. Unter anderen auch gegen Duftstoffe und Tenside die viele Reinigungsmittel haben. Aktuell nutze ich Fairy Ultra. Das alte Schmiermittel konnte mit Fairy Ultra nicht entfernt werden. Darüber hinaus entstehen keine Krankheitserreger wie anaerobe Krankheitserreger die man von Wassermischbaren KSS kennt. Das Schmiermittel hat keine flüchtigen Lösungsmittel. Es lässt sich gut auftragen da Niedrigviskos.
Speziell für das MDE System von Dynacut ist es sinnvoll niedrigviskose Schmiermittel zu verwenden. Sonst kommt nix aus der Düse oder man hat einen harten Schmiermittelstrahl und einen extrem hohen Verbrauch.
Das Problem was ich aktuell habe ist das mir die Späne durch die ganze Garage fliegen weil es keinen direkten Späneschutz gibt. Da muss ich die letzten 1-2 Wochen der Produktion noch durch. Ein Konzept wie das Problem gelöst werden soll habe ich aber schon erarbeitet. Die Späne werden mittels Bürstenleiste im Absaugschuh gefangen und sollen gleich mit abgesaugt werden. Zum Absaugen werde ich vermutlich diesen Sauger mit einen Hepafilter verwenden.
http://edeltraudloebbecke.eshop.t-o...jectPath=/Shops/Shop41973/Products/60.9034.01
Ich habe den kleinere Bruder mit einer Turbine und habe ein Filterfließ als Vorfilter sowie den Hepafilter als Endfilter in Betrieb. Sollte der keine Aerosole ausblasen wie der Kärcher NT27/1 Me, werde ich den großen Sauger für die Absaugung verwenden. Guckt euch mal den Kärcher an. Ds geht gar nicht!
Also jetzt kaufen und loslegen geht nicht da ich die Filter erst testen muss.
Präventiv arbeite ich aktuell noch mit Atemschutzmaske weil noch nix raus ist. Trotz Schwebstofabsaugung.
Der Schmodder wird ungehindert in die Garage geblasen. Einatmen ist nicht so günstig. Auch wenn ich eine solide Raumluftabsaugung habe ist es nicht verkehrt Schwebstoffe zu vermeiden.
Die Spanabsaugung kann mittels Schrittmotor (vierte Achse) für ca 70mm hoch und runter gefahren werden um sich die Werkzeuglänge anzupassen. Vor jeden pneumatischen Werkzeugwechsel wird die Spanabsaugung hochgefahren sodass Platz wird für den Werkzeugwechsel ist. Nach erfolgreichen Wechsel wird die Absaugung wieder nach unten gefahren und es kann weiter gefräßt werden. Ich vermute mal das der Sauger genügend Power hat um meine kleinen Späne abzusaugen. Bei Holz und Kunststoffe sehe ich keine Probleme. Das schaffen die Hobbyisten schon mit einen Baumarktsauger. Kupfer wiegt aber bekanntlich mehr. Bedenken habe ich nur hinsichtlich des Schlauchdurchmessers. Ich habe weil ich geizig bin für 50€ einen Antistatikschlauch NW 35gekauft. Branchenüblich sind aber NW50. Umso kleiner der Schlauch desto weniger Luft passt durch den Schlauch. Aber umso größer die Luftgeschwindigkeit... Mal gucken obs reicht. Ich schätze schon da es im HSC Bereich nur kleine Späne gibt. Im wesentlichen wurden schon alle Teile gekauft außer ein bisschen Makrolon, PVC und Pom für den Absaugschuh. Bürstenleiste, Spindel, Stepper und Co wurden schon bestellt und sind schon hier. Aktuell suche ich noch jmd der mir eine 10er Trapezgewindespindel abdrehen kann. Wer das kann der darf sich ruhig melden. Die Spanabsaugung wurde so konstruiert das 2 Düsen für die MMKS bequem mitarbeiten können. Die Werkzeugschmierung ist somit auch mit Absaugung garantiert.
Was hinten raus nervt ist das ich neue Kabel ziehen muss. Alleine jetzt ohne Absaugung kann ich nur 2 von 3 Maschinen gleichzeitig laufen lassen da die Stromversorgung nicht ausreicht. Alleine die große Maschine + Raumluftabsaugung zieht 11Kw aus der Dose. Wobei die Raumluftabsaugung nur 0.75Kw zieht. Mit den Spänesauger zieht die Fräsanlage mal gute 14Kw auf Vollast. Was denkt ihr wie mir das auf die Nerven geht. Ich muss mir für nächstes Jahr 2-3 Klimageräte reinstellen damit die Temperatur nicht über 30°C krabbelt. Dafür muss ich im Winder nicht mehr heizen
Leider hats mich jetzt über Ostern mal wieder böse mit einer Erkästung erwischt. Das ist auch der Grund warum ich draußen nicht meine Maschinen auslaste, sondern mich drinne um etwas Organisation und Dokumentation bemühe. Ich vermute aber das ich Dienstag wieder raus kann um die letzten Teile fertig zu fräsen.
Anbei noch ein paar Bilder zur Absaugung
So,
morgen werd ich wohl fertig. Das Gehäuse ist gebaut und die Filter montiert. Morgen wird der Kasten mitn Kumpel aufs Regal gewuchtet und mittels 200er Aluflexrohr angeschlossen.
Leider ist eines der Filter werksseitig gerissen. Ich habe das Loch mit Heißkleber geflickt.
Und die Jungs aus United Kingdom haben mir 2 verschiedene Filter geschickt. Unschön. Aber fürs erste reichts. Achja, die Gewindestangen sind schon abgeflext
Ich habe zwar keine Ahnung, aber ich glaube mit 36m² hab ich etwas zu viel Filterfläche für das Vorhaben. Aber egal. Dann wirkt es auf das System nicht so restriktiv.


Das Luftfilterprojekt gilt praktisch als abgeschlossen. Danach wird sich weiterhin mit den pneumatischen Werkzeugwechsler beschäftigt. Nächste Woche werde ich die Werkzeugpositionen ausmessen und werde den Spritzschutz fräsen. Ferner wird mein alter Nilfsik Attix 30 wieder aktiviert. Ich habe mir einen neuen Staubklasse M Filter gekauft und werde mir demnächst einen neuen Motor kaufen. Dann wird mal wieder alles demontiert und in Spühlmittel sowie Chlor alles gründlich im Ultraschallbad gereinigt. Dieser soll dann zumindest vorrübergehend zur Absaugung der Späne während des Fräsens eingesetzt werden. Danach muss noch die Absturzproblematik gelöst werden sowie der allgmeine umgang "Arbeiten mit WZW". So wie trocken alles läuft werde ich das Magazin noch besser vor Staub und Späne schützen.
Updates gibts auch bei den Schmiermitteln. Das Itec 7200 harzt. Also muss ich mich nun nach weiteren Schmiermitteln umschauen. Mein aktuelles Schmiermittel läuft zwar recht gut, aber mit 50% Lösungsmittelanteil und einer eher bescheidenen Standzeit bin ich damit nicht so sehr zufrieden. 3 Schmiermittel werden in der Fertigungspause getestet. 3 weitere werden vermutlich noch dazu gekauft. Ferner gucke ich mal mit einen Auge auf Diamantwerkzeuge. Standzeittechnisch soll man etwa 10x höher liegen als mit VHM. Das macht den Preis von 180€/Stk. aber wieder interessant.
Nächste Woche gibts auch wieder Bilder von Kühler.
GTX Titan X, EVGA GTX 1080 Classified, Asus GTX 1070, Asus Mars 2
morgen werd ich wohl fertig. Das Gehäuse ist gebaut und die Filter montiert. Morgen wird der Kasten mitn Kumpel aufs Regal gewuchtet und mittels 200er Aluflexrohr angeschlossen.
Leider ist eines der Filter werksseitig gerissen. Ich habe das Loch mit Heißkleber geflickt.
Und die Jungs aus United Kingdom haben mir 2 verschiedene Filter geschickt. Unschön. Aber fürs erste reichts. Achja, die Gewindestangen sind schon abgeflext
Ich habe zwar keine Ahnung, aber ich glaube mit 36m² hab ich etwas zu viel Filterfläche für das Vorhaben. Aber egal. Dann wirkt es auf das System nicht so restriktiv.
Das Luftfilterprojekt gilt praktisch als abgeschlossen. Danach wird sich weiterhin mit den pneumatischen Werkzeugwechsler beschäftigt. Nächste Woche werde ich die Werkzeugpositionen ausmessen und werde den Spritzschutz fräsen. Ferner wird mein alter Nilfsik Attix 30 wieder aktiviert. Ich habe mir einen neuen Staubklasse M Filter gekauft und werde mir demnächst einen neuen Motor kaufen. Dann wird mal wieder alles demontiert und in Spühlmittel sowie Chlor alles gründlich im Ultraschallbad gereinigt. Dieser soll dann zumindest vorrübergehend zur Absaugung der Späne während des Fräsens eingesetzt werden. Danach muss noch die Absturzproblematik gelöst werden sowie der allgmeine umgang "Arbeiten mit WZW". So wie trocken alles läuft werde ich das Magazin noch besser vor Staub und Späne schützen.
Updates gibts auch bei den Schmiermitteln. Das Itec 7200 harzt. Also muss ich mich nun nach weiteren Schmiermitteln umschauen. Mein aktuelles Schmiermittel läuft zwar recht gut, aber mit 50% Lösungsmittelanteil und einer eher bescheidenen Standzeit bin ich damit nicht so sehr zufrieden. 3 Schmiermittel werden in der Fertigungspause getestet. 3 weitere werden vermutlich noch dazu gekauft. Ferner gucke ich mal mit einen Auge auf Diamantwerkzeuge. Standzeittechnisch soll man etwa 10x höher liegen als mit VHM. Das macht den Preis von 180€/Stk. aber wieder interessant.
Nächste Woche gibts auch wieder Bilder von Kühler.
GTX Titan X, EVGA GTX 1080 Classified, Asus GTX 1070, Asus Mars 2
Fertsch
Und weiter gehts morgen und übermorgen mit fräsen. Ich werde die Teile für die Späneabsaugung fräsen sowie noch ein paar Deckel von Wasserkühlern. Donnerstag und Freitag steht wieder vernickeln an.

Und weiter gehts morgen und übermorgen mit fräsen. Ich werde die Teile für die Späneabsaugung fräsen sowie noch ein paar Deckel von Wasserkühlern. Donnerstag und Freitag steht wieder vernickeln an.
Die Spanabsaugung ist fast fertig. Konzipiert für einen NW 35 Schlauch. Wenn der nicht genügend Saugkraft durchlässt muss ich auf NW 50 updaten. Die Nickelkühler mach ich morgen und übermorgen fertig.




sompe
Grand Admiral Special
- Mitglied seit
- 09.02.2009
- Beiträge
- 14.346
- Renomée
- 1.975
- Mein Laptop
- Dell G5 15 SE 5505 Eclipse Black
- Details zu meinem Desktop
- Prozessor
- AMD Ryzen 9 3950X
- Mainboard
- MSI MPG X570 GAMING PRO CARBON WIFI
- Kühlung
- Wasserkühlung
- Speicher
- 4x 16 GB G.Skill Trident Z RGB, DDR4-3200, CL14
- Grafikprozessor
- AMD Radeon RX 6900 XT
- Display
- 1x 32" LG 32UD89-W + 1x 24" Dell Ultrasharp 2405FPW
- SSD
- Samsung SSD 980 PRO 1TB, Crucial MX500 500GB, Intel 600p 512GB, Intel 600p 1TB
- HDD
- Western Digital WD Red 2 & 3TB
- Optisches Laufwerk
- LG GGC-H20L
- Soundkarte
- onboard
- Gehäuse
- Thermaltake Armor
- Netzteil
- be quiet! Dark Power Pro 11 1000W
- Betriebssystem
- Windows 10 Professional, Windows 7 Professional 64 Bit, Ubuntu 20.04 LTS
- Webbrowser
- Firefox
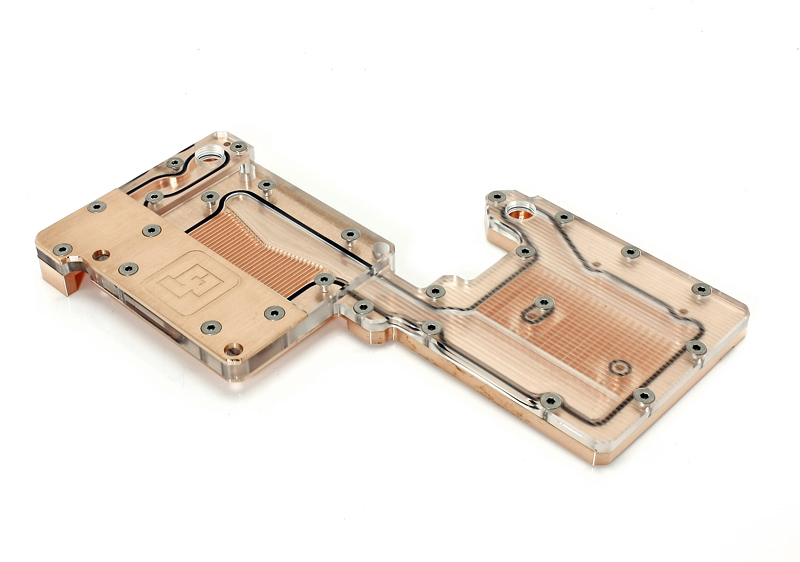
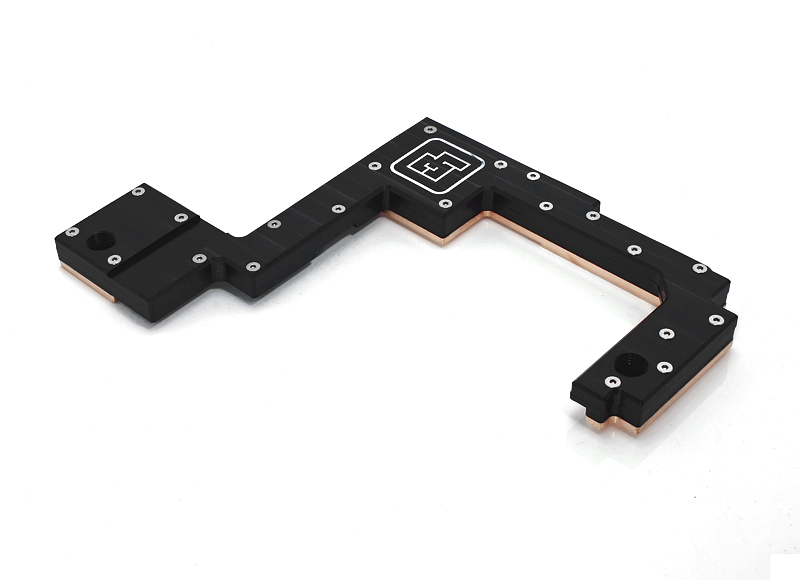
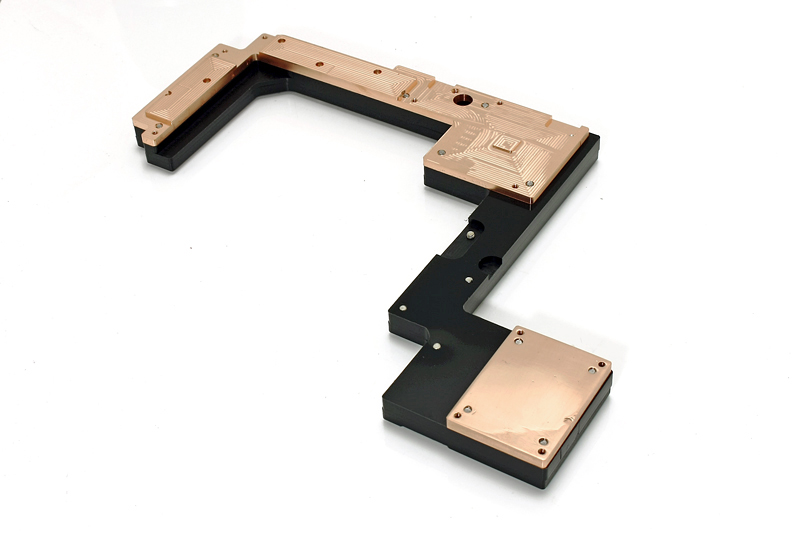
Ich habe da mal eine Frage, ist es auch möglich einen Verteilerblock für die PCI Slots zu bauen?
Mir schwebte da eine Konstruktion vor wo bei Slotblech 1, 3, 5 und 7 ein Zu- und ein Ablauf für einen Wasserkühler sitzt und zusätzlich noch 2 Anschlüsse für die CPU und einen Abgang für einen Durchflussmesser.
Alle Anschlüsse am besten als G1/4 Zoll damit man die freie Wahl bei den Anschlüssen hat und sie bei nicht Nutzung mit einem Stopfen verschließen kann.
Mir schwebte da eine Konstruktion vor wo bei Slotblech 1, 3, 5 und 7 ein Zu- und ein Ablauf für einen Wasserkühler sitzt und zusätzlich noch 2 Anschlüsse für die CPU und einen Abgang für einen Durchflussmesser.
Alle Anschlüsse am besten als G1/4 Zoll damit man die freie Wahl bei den Anschlüssen hat und sie bei nicht Nutzung mit einem Stopfen verschließen kann.
sompe
Grand Admiral Special
- Mitglied seit
- 09.02.2009
- Beiträge
- 14.346
- Renomée
- 1.975
- Mein Laptop
- Dell G5 15 SE 5505 Eclipse Black
- Details zu meinem Desktop
- Prozessor
- AMD Ryzen 9 3950X
- Mainboard
- MSI MPG X570 GAMING PRO CARBON WIFI
- Kühlung
- Wasserkühlung
- Speicher
- 4x 16 GB G.Skill Trident Z RGB, DDR4-3200, CL14
- Grafikprozessor
- AMD Radeon RX 6900 XT
- Display
- 1x 32" LG 32UD89-W + 1x 24" Dell Ultrasharp 2405FPW
- SSD
- Samsung SSD 980 PRO 1TB, Crucial MX500 500GB, Intel 600p 512GB, Intel 600p 1TB
- HDD
- Western Digital WD Red 2 & 3TB
- Optisches Laufwerk
- LG GGC-H20L
- Soundkarte
- onboard
- Gehäuse
- Thermaltake Armor
- Netzteil
- be quiet! Dark Power Pro 11 1000W
- Betriebssystem
- Windows 10 Professional, Windows 7 Professional 64 Bit, Ubuntu 20.04 LTS
- Webbrowser
- Firefox
Super, das behalte ich mal im Hinterkopf.
Wenn ich das System halbwegs fertig habe komme ich nochmal darauf zurück.
Wenn ich das System halbwegs fertig habe komme ich nochmal darauf zurück.
Hallo,
die Teile sind montiert und Mach 3 ist weitgehend eingestellt.
Ich muss noch die Hotkeys für die vierte Achse konfiguieren was für mich so nicht möglich ist weil der selig screen das so nicht zulässt. Nächste Woche werde ich mal eine Hand voll Teile probe fräsen.
Neue Tets wird es mit Diamantfräsern geben die zwar 5x mehr kosten (170€/Stk.) aber das 10fache an Standzeit versprechen. Darüber hinaus möchte ich mal versuchen PE Schaum zu fräsen. Dann kann die Verpackung entsprechend den Kühlern angepasst werden.
Nächste Woche möchte ich die Asus GTX 1070 und die EVGA GTX 1080 Clasified komplettieren.
die Teile sind montiert und Mach 3 ist weitgehend eingestellt.
Ich muss noch die Hotkeys für die vierte Achse konfiguieren was für mich so nicht möglich ist weil der selig screen das so nicht zulässt. Nächste Woche werde ich mal eine Hand voll Teile probe fräsen.
Neue Tets wird es mit Diamantfräsern geben die zwar 5x mehr kosten (170€/Stk.) aber das 10fache an Standzeit versprechen. Darüber hinaus möchte ich mal versuchen PE Schaum zu fräsen. Dann kann die Verpackung entsprechend den Kühlern angepasst werden.
Nächste Woche möchte ich die Asus GTX 1070 und die EVGA GTX 1080 Clasified komplettieren.
Ähnliche Themen
- Antworten
- 78
- Aufrufe
- 14K
- Antworten
- 0
- Aufrufe
- 32K
- Antworten
- 0
- Aufrufe
- 52K